:quality(80)/p7i.vogel.de/wcms/c7/71/c771fc1e81d76a3be1139f493bee9dce/0132538728v1.jpeg "Bauteil aus Titan, das am Austrian Institute of Technology (AIT) in Ranshofen mit einer ganz Neuen Art der Umformung hergestellt wurde. Lesen Sie hier, welche wirtschaftlichen und technischen Vorteile für Titanbauteile sich so für die Zukunft ergeben können ... (Bild: AIT / Joh. Zinner)")
:quality(80)/p7i.vogel.de/wcms/a1/de/a1de719a9b2333e229eef8323fe150d2/0132521225v1.jpeg "So sieht das Werkzeugkonzept für die passive Hochdruck-Blechumformung des Fraunhofer IWU prinzipiell aus. Es braucht kein starres zweites Werkzeug und statt maximal acht Takten sind nun bis zu 60 möglich. (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/c9/f3/c9f3a927ef37df05a41f4f8e0f198f30/0132397869v2.jpeg "Die MAK 4 Evolution UD ist bei FBH vor allem für die Bearbeitung großer Bleche und die Herstellung von Gehäusen unverzichtbar. (Bild: FBH Fertigungsbetrieb für Betriebstechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/01/bc/01bcccf3ebaa6b837b7085b3152cedee/0132346229v1.jpeg "Die moderne Automatisierung verändert auch die Welt der Biegeprozesse. Um die passenden Systeme anbieten zu können, kooperieren jetzt die Spezialisten von LVD Company und REA Robotics. Hier die Details ... (Bild: LVD Company)")
:quality(80)/p7i.vogel.de/wcms/21/7b/217bb01a59f1f7963473ba4ba875d624/0132332572v1.jpeg "Trumpf aus Ditzingen gibt bekannt, dass man den US-amerikanischen Biege- und Stanzwerkzeughersteller Mate Precision Technologies übernommen hat. Lesen Sie hier, wofür dieser Schritt gut sein soll ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/be/7a/be7aeda062ef0f73c2fb21e9dfde9f4a/0132589354v2.jpeg "Michael Müller, Head of Digital Engineering & Climate Tech bei Capgemini Engineering. (Bild: Capgemini)")
:quality(80)/p7i.vogel.de/wcms/0e/b7/0eb7219e2177d5ec22caeed8dee12a90/0132000129v1.jpeg "Das ist das Prinzip eines verdeckten T-Stoßes, den es gilt, qualitativ hochwertig mit dem Laser zu schweißen, was nicht so trivial ist. (Bild: Fraunhofer IPK)")
:quality(80)/p7i.vogel.de/wcms/03/13/0313afe4b666029aefaacd1cb6122ea3/0132537932v1.jpeg "Nicht nur beim Materialhandling ist TIR Technologies auf Kasto fixiert. Für die Anarbeitung von Profilen kommen auch Sägesysteme der Achener zum Einsatz. Hier der Arbeitsbereich einer Bandsäge vom Typ Kastomicut. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/dd/d0/ddd08afd32d8f80b901e99d8962157ec/0132527412v1.jpeg "... Die verzahnten Schneidkanten brechen die Schlacke auf und die durchgängigen schaben sie ab. Das ist das Schrupp-Schlicht-Prinzip des Trutool TSC 200 von Trumpf. (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/dc/d5/dcd501bac557180831e85f5e11da73e8/0132544478v1.jpeg "Dass wir möglicherweise nicht mehr so weit davon entfernt sind, dass sich KI-Systeme selber weiterentwickeln und sich dabei unserer Kontrolle entziehen, ist laut Experten nicht zu leugnen. Deshalb fordert man firmenübergreifend ein zurückhaltenderes Vorgehen bei der KI-Entwicklung ... (Bild: © sdecoret - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/14/9b/149bd816c13672d1d0bccd4bba728f6c/0132543541v1.jpeg "Stabilus lässt wissen, dass man nun mit Synapticon zusammenarbeitet, um die Großserienproduktion von humanoiden Robotern in die Wege zu leiten. Integrierte Aktuatoren für die Gelenke von Humanoiden spielen dabei eine Hauptrolle ... (Bild: Stabilus)")
:quality(80)/p7i.vogel.de/wcms/1f/39/1f39b80475f6de9aa8d6ea695ae79b52/0132629183v1.jpeg "Eine PFAS-freie DLC-Schicht per Laser! So könnte eine Zukunft ohne die fast unsubstituierbaren PFAS aussehen. Denn Forscher am ILT in Aachen konnten anhand von vier Projekten schon zeigen, wie man zum Beispiel den Kunststoff PEEK dafür nutzen kann. Hier viel mehr dazu ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/f5/b0/f5b0039bad57326745f5a925ffa9820b/0132459060v1.jpeg "Dürr bleibt dabei: Trotz der Probleme bei BBS wird das prognostizierte Geschäftsergebnis so kommen, wie geplant ... (Bild: Dürr)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/cb/23/cb23e87dcfabac11b3e196f1f8d09e24/0132418410v1.jpeg "Der drehbare Ganter-Zylindergriff GN 798.1 gehört als Beispiel der Ganter-Edelstahl-Güteklasse 1 an. Er ist für rückseitige Montagen konzipiert. (Bild: Otto Ganter)")
:quality(80)/p7i.vogel.de/wcms/fa/67/fa67e0ef50663d5b0f84646d621df497/0132403102v1.jpeg "Das praxisnahe Fachbuch „KI in der Produktentwicklung“ zeigt, wie KI im Engineering echten Mehrwert schaffen kann. (Bild: Vogel Communications Group)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/88/1c/881c0fd6a388cf4359b52c372c23e237/0132568775v1.jpeg "Der Amsterdamer Multimarkenkonzern Stellantis ist wohl krisentechnisch aus dem Gröbsten raus, wie man so schön sagt. Hier mehr zur aktuellen Lage, bei der Opel-Mutter ... (Bild: Stellantis)")
:quality(80)/p7i.vogel.de/wcms/1b/a4/1ba410c4627bb4f1eb95bbff76380869/0132397658v1.jpeg "Wie die Wirtschaftsvereinigung Stahl analysiert hat, geht es in der deutschen Stahlbranche produktionsmäßig leicht aufwärts. Aber das dürfe nicht über die allgemein schlechte Lage hinwegtäuschen ... (Bild: F. Stelzenmeier)")
:quality(80)/p7i.vogel.de/wcms/f0/57/f05707bff926bf27e2151eb13ed27975/0132257018v1.jpeg "Länger ohne Mehr! Der Autobranchenexperte Ferdinand Dudenhöffer ist angesichts der Lage bei Volkswagen dafür, dass für einige Jahre die 35-Stunden-Woche ad acta gelegt werden sollte, damit Erholung kommen kann ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/86/8e/868efb054b3d4eada575e0b0ee793cb9/0132593138v2.jpeg "Ein vollautomatisch verfahrender Smart-Curve-Wagen aus dem Hause Losyco wird induktiv mit Strom versorgt und verfügt über latenzfreie WLAN-Kommunikation. (Bild: Losyco)")
:quality(80)/p7i.vogel.de/wcms/09/a9/09a9576c49e4b005503a78e6d6bd6232/0132591831v2.jpeg "Mit dem UV-Lasermarkierer V.0042 aus dem Hause Foba lassen sich empfindliche Kunststoffe mit minimaler Wärmeeinwirkung kennzeichnen. (Bild: Foba)")
:quality(80)/p7i.vogel.de/wcms/8f/47/8f471dd1b504c3448a8f02e4afe09bb9/0132588639v2.jpeg "Das Ausbildungskonzept der Berufsschule Regen erlaubt es, den Hallenkranschein während der regulären Berufsausbildung zu machen. (Bild: TÜV Süd)")
:quality(80)/p7i.vogel.de/wcms/2f/fc/2ffcf66ec33a56d95843e65929bad6b3/0132640724v1.jpeg "Vor Gebäuden mit diesem Logo stehen derzeit zigtausend Ingenieure und IT-Spezialisten, weil sie keinen Job haben. Das geht aus einer aktuellen Studie des VDI hervor ... (Bild: Agentur für Arbeit)")
:quality(80)/p7i.vogel.de/wcms/10/50/10509811ffdcf89770a05e6951bc60e2/0130911855v1.jpeg "Die Nato-Qualitätsstandards sind regelmäßig Bestandteil von Verträgen in der Verteidigungsbeschaffung. (Bild: © NongAsimo - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/c6/c1/c6c137e241150f37bf935448ca686bfc/0132638292v1.jpeg "Technotrans blickt hier auf das 1. Halbjahr 2026. Demnach ist es gar nicht schlecht gelaufen. Und auch einige „Sorgenkinder“ scheinen auf dem Weg der Erholung zu sein ... (Bild: Technotrans)")
:quality(80)/p7i.vogel.de/wcms/cb/48/cb481d5f233f18e1f9da6891272e00f5/0132595963v1.jpeg "Die Salzgitter-Tochter HKM schließt einen Vertrag mit Tenova über Engineering, Lieferung und Errichtung eines Elektrolichtbogenofens in Duisburg. (Bild: www.luftbild-blossey.de)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Blechentgratung Auf die Kante kommt es an
Blechbauteile – dieser Begriff steht für eine Vielzahl verschiedenster Werkstücke für unzählige Einsatzbereiche. So unterschiedlich die Herstellungstechnologien und Anwendungen der Werkstücke auch sind, erst das Entgraten und Kantenverrunden gewährleisten die Produktsicherheit und Funktionalität.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/23800/23879/65.jpg "RAS_Logo_klein.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/5d/1d/5d1df4ab5b7da/favicon-touch.png "favicon-touch.png (evopro systems engineering AG)")
Ob Agrar- und Automobilindustrie, Elektronik, Gastronomie-, Haushalts- und Lebensmittelbranche, Maschinenbau, Medizintechnik, Schienenfahrzeuge oder Stahlbau – es gibt keinen Industrie- und Lebensbereich, in dem Blechbauteile nicht präsent sind. Aus Schwarzstahl, Edelstahl, Aluminium und Buntmetallen gefertigte Teilen kommen als Baugruppen sowie als Funktions- oder Designteile zum Einsatz. Die Ansprüche an die Qualität dieser Werkstücke haben sich in den letzten Jahren signifikant erhöht und je nach Einsatzbereich sind häufig auch hohe Anforderungen an das Oberflächenfinish zu erfüllen.
Grate und Rückstände sind qualitäts- und sicherheitsrelevant
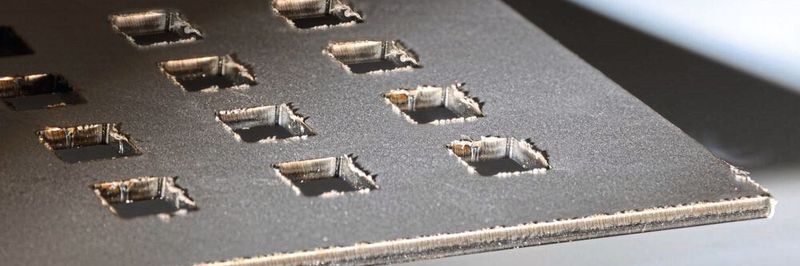
Hergestellt werden die Werkstücke in verschiedenen Technologien wie beispielsweise Stanzen, Autogen-, Laser-, Plasma- und Wasserstrahlschneiden. Wobei sich in den letzten Jahren das Laserschneiden immer mehr durchsetzt und dabei der Faserlaser zunehmend an Bedeutung gewinnt. Je nach Verfahren lässt es sich nicht vermeiden, dass an den Schnitt- beziehungsweise Stanzkanten und Oberflächen Schlacke, Oxidschichten, Schneidspritzer und/oder Grate zurückbleiben ebenso wie sehr scharfe Kanten.
Die Bearbeitungsrückstände stellen bei nachfolgenden Prozessen wie Lackieren, Beschichten, Verkleben oder Schweißen ein Qualitätsrisiko dar beziehungsweise können die Funktionalität der Bauteile beeinträchtigen. Hinzu kommt, dass Grate zu einem höheren Verschleiß der Werkzeuge von Abkantmaschinen sowie der Richtwalzen von Walzenrichtmaschinen führen. Bei einer anschließenden spanenden Bearbeitung, die vor allem bei dickeren Blechteilen vorkommt, können Grate zu Beschädigungen der Werkzeuge führen sowie das exakte Positionieren oder Spannen der Bauteile behindern. Und nicht zuletzt geht von den scharfen Kanten insbesondere gestanzter und lasergeschnittener Blechteile eine erhebliche Verletzungsgefahr aus.
Eine entsprechende Kantenbearbeitung ist bei der Herstellung von Blechbauteilen daher ein unverzichtbarer Prozessschritt, der entscheidend zur Wertschöpfung und zum Arbeitsschutz beiträgt. Für Lohnfertiger ist die Kante darüber hinaus ein Qualitätsmerkmal, um sich vom Wettbewerb zu differenzieren.
Entgraten – mehr als nur den Grat entfernen
In der Fertigung spricht man vom Entgraten. Dahinter verbirgt sich jedoch deutlich mehr als die Beseitigung der so genannten Primärgrate, also dem Werkstoffgebilde das über die Schneidkante hinausragt. Es beinhaltet auch das Entfernen von Oxidschichten, das Entschärfen/Verrunden der Kanten und bei Bedarf ein anforderungsgerechtes Oberflächenfinish.
Für das eigentliche Entgraten stehen mit so genannten Breitbandeinheiten und Entgratwalzen zwei unterschiedliche Technologien zur Verfügung. Bei beiden Verfahren arbeiten die Hersteller mit unterschiedlichen Ansätzen.
:quality(80)/images.vogel.de/vogelonline/bdb/1602800/1602882/original.jpg "(Lima Ventures)")
:quality(80)/images.vogel.de/vogelonline/bdb/1602800/1602877/original.jpg "(Lissmac)")
:quality(80)/images.vogel.de/vogelonline/bdb/1602800/1602878/original.jpg "(Lissmac)")
:quality(80)/images.vogel.de/vogelonline/bdb/1602800/1602879/original.jpg "(Kuhlmeyer)")
Da das Werkstück nach diesem Arbeitsschritt noch immer scharfkantig sein kann, ist ein Entschärfen beziehungsweise Kantenverrunden erforderlich. Dieser Arbeitsvorgag erfolgt mit abrasiven Werkzeugen, die in der Lage sind, das Material zu zerspanen. Eingesetzt werden dafür üblicherweise Schleifklötze, Topf- beziehungsweise Tellerbürsten und Schleiflamellenwalzen.
Intensität der Kantenverrundung
Welcher Radius beim Verrunden zu erreichen ist, hängt maßgeblich von der Verwendung des Blechbauteils und dem nachfolgenden Prozess ab. In vielen Fällen reicht sicherlich eine so genannte „safe edge“, also sichere Kante aus. Es finden sich dazu jedoch auch immer häufiger Angaben auf Zeichnungen und in bestimmten Bereichen sind normative Vorgaben einzuhalten. Dies ist beispielsweise bei der Zertifizierung nach DIN EN 1090 der Fall, die den Konformitätsnachweis für tragende Bauteile aus Stahl und Aluminium regelt. Werden die Blechbauteile in einem Folgeprozess pulverbeschichtet, nasslackiert, verschweißt oder verklebt, spielt eine ausreichende Kantenverrundung für die Qualität des nachfolgenden Prozesses ebenfalls eine entscheidende Rolle. Denn auf einer zwar gratfreien, aber scharfen Kante wird die, beispielsweise für einen ausreichenden Korrosionsschutz erforderliche Dicke der Lackschicht nicht erreicht, so dass diese Bereiche deutlich korrosionsanfälliger sind. Eine Hilfestellung können hier die Anforderungen aus den Korrosionsschutzklassen sein. Ganz grundsätzlich gilt beim Kantenverrunden jedoch: Nicht mehr als nötig verrunden, denn mit jeder Verdoppelung des Radius, beispielsweise 0,2 statt 0,1 mm, vervierfacht sich die abzuschleifende Materialmenge. Dies ist mit einem entsprechend höheren Zeitaufwand und Werkzeugverschleiß verbunden.
Kanten maschinell bearbeiten
Sind die Anforderungen die Entfernung von Schlacken oder Oxidschichten, das Entgraten, Kantenverrunden, das Oberflächenfinish oder auch das Aufrauen vor Klebe- und Beschichtungsprozessen – die Bearbeitung der Kanten erfolgt heute üblicherweise maschinell. Einerseits spart das im Vergleich zur Handarbeit Zeit und Kosten. Andererseits ist die erforderliche Reproduzierbarkeit der Ergebnisse gewährleistet. Die Industrie bietet dafür unterschiedliche Konzepte. Dazu zählen Anlagen für unter anderem ein- oder beidseitige Bearbeitung, Trocken- oder Nassprozesse sowie Maschinen, mit denen sich beispielsweise das Entgraten und Kantenverrunden oder auch Entfernen der Oxidschicht und Kantenverrunden mit einer Maschine erledigen lassen.
Gefragt sind aus Wirtschaftlichkeits- und Produktivitätsgründen Anlagen, die eine gleichmäßige beidseitige Bearbeitung in einem Arbeitsgang ermöglichen. Lösungen für das beidseitige Entgraten und Verrunden der Werkstückkanten an den Außen- und Innenkonturen existieren inzwischen auch für Kleinteile. Je nach Material oder Werkstoffmix werden die Blechbauteile ohne Hilfsschablonen mit einem Vakuum- oder Magnetförderband durch die Maschine transportiert.
Eine Herausforderung für die Kantenbearbeitung ergibt sich durch den Trend zu Faserlasern mit kombinierten Maschinen. Sie ermöglichen, bereits während der Blechteilherstellung gewisse Umformungen wie Sicken, Prägungen oder Durchzüge in das Werkstück einzuarbeiten. Um auch bei diesen Teilen eine hohe und gleichbleibende Qualität der Entgratung und Kantenverrundung sicherzustellen, ist eine höhere Flexibilität bei den Bearbeitungsverfahren erforderlich.
Unabhängig von der Art der Maschine und Bearbeitung unterstützen Ausstattungsdetail wie beispielsweise eine automatische Werkzeugverschleißkompensation und teilespezifische Programme, die in der Anlagensteuerung hinterlegt werden können, den Bediener bei seiner Arbeit. Sie leisten damit einen Beitrag, um gleichbleibende Bearbeitungsergebnisse zu erzielen und die Prozesssicherheit zu erhöhen.
Verkettete Prozesse und automatisiertes Teilehandling
Auch wenn es noch kein Trend ist, auch in der Blechentgratung denken Unternehmen darüber nach, wie der Materialfluss und die Fertigungskette weiter optimiert werden kann. Ein automatisiertes Teilehandling und verkettete Prozesse stellen dabei Lösungsansätze dar. Dies könnte beispielsweise so aussehen, dass die Schneidmaschine die Teile direkt auf ein Zuführband zur Maschine für das Entoxidieren oder Entgraten entlädt. Je nach Bedarf geht es danach ebenso automatisiert weiter zur Anlage für den nächsten Bearbeitungsschritt wie das Oberflächenfinish. Durch eine solche Lösung lassen sich nicht nur Einsparungen bei der Teilelogistik und manueller Arbeit realisieren. Sie ermöglicht auch kompaktere und platzsparende Aufstelllayouts. Denn es müssen nicht mehr in verschiedenen Bereichen der Halle autarke Produktionsschritte abgebildet werden.
Für einen Großteil der Anforderungen bei der Kantenbearbeitung von Blechbauteilen gibt es meist mehr als einen technischen Weg. Ein konsequentes Technologie- und Benchmark-Monitoring unterstützt beim Finden der technisch und wirtschaftlich optimalen Lösung ebenso wie die Bearbeitung von Musterteilen bei Anlagenherstellern.
:quality(80):fill(efefef,0)/images.vogel.de/vogelonline/bdb/1438200/1438206/original.jpg "Whitepaper Cover: blechnet")
:quality(80)/images.vogel.de/vogelonline/bdb/1335200/1335259/original.jpg "Lamellenwalze zum Entgraten. (Markus Lindörfer)")
Grundlagenwissen
Warum ist entgraten wichtig? Und was Sie dabei beachten sollten.
Mehr Infos zur Messe finden Sie auch hier!
(ID:46007412)
:quality(80)/p7i.vogel.de/wcms/c2/43/c243c1e965698781008d768bad258241/0125855749v2.jpeg "Die MSE Easy ist eine leistungsstarke und kompakte Anlage für die hochwertige Nachbearbeitung. (Bild: Microstep Europa)")
:quality(80)/p7i.vogel.de/wcms/64/8a/648a9858ff36f1b71f852c9087c87a0f/0131423187v1.jpeg "Präzise Power von Arku: Der EdgeBreaker 3000 Fiber zeigt seine Stärke bei der Entfernung harter Grate, wie sie typischerweise beim Schneiden mit dem Fiberlaser entstehen (Bild: Arku)")