:quality(80)/p7i.vogel.de/wcms/3e/45/3e450fd6bd80a0ee54e4463846a73e1a/0132703411v1.jpeg "CNC-Laserschneidmaschine bei der Wilbers Werkstätten GmbH. (Bild: Wilbers Werkstätten GmbH)")
:quality(80)/p7i.vogel.de/wcms/c7/71/c771fc1e81d76a3be1139f493bee9dce/0132538728v1.jpeg "Bauteil aus Titan, das am Austrian Institute of Technology (AIT) in Ranshofen mit einer ganz Neuen Art der Umformung hergestellt wurde. Lesen Sie hier, welche wirtschaftlichen und technischen Vorteile für Titanbauteile sich so für die Zukunft ergeben können ... (Bild: AIT / Joh. Zinner)")
:quality(80)/p7i.vogel.de/wcms/a1/de/a1de719a9b2333e229eef8323fe150d2/0132521225v1.jpeg "So sieht das Werkzeugkonzept für die passive Hochdruck-Blechumformung des Fraunhofer IWU prinzipiell aus. Es braucht kein starres zweites Werkzeug und statt maximal acht Takten sind nun bis zu 60 möglich. (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/c9/f3/c9f3a927ef37df05a41f4f8e0f198f30/0132397869v2.jpeg "Die MAK 4 Evolution UD ist bei FBH vor allem für die Bearbeitung großer Bleche und die Herstellung von Gehäusen unverzichtbar. (Bild: FBH Fertigungsbetrieb für Betriebstechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/21/7b/217bb01a59f1f7963473ba4ba875d624/0132332572v1.jpeg "Trumpf aus Ditzingen gibt bekannt, dass man den US-amerikanischen Biege- und Stanzwerkzeughersteller Mate Precision Technologies übernommen hat. Lesen Sie hier, wofür dieser Schritt gut sein soll ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/98/c8/98c8e196067e22ee4071ce36e0d5d732/0132727227v1.jpeg "Aufgekauft! Cutlite ist ein italienischer Laserschneidmaschinen-Spezialist, der sich in der Leistungsklasse 30 bis 60 Kilowatt bewegt. Das Ditzinger Hightech-Unternehmen Trumpf hat sich nun das Cutlite-Know-how nicht umsonst gesichert ... (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/15/5e/155e446ac80f1e8f1b589b595ce3eabb/0132702721v1.jpeg "Von: Dresselhaus – gut befestigt! Kann man jetzt nur sagen: Dresselhaus – gut gerettet! Denn nach der Insolvenz im April hat sich mit der neuen Münchner Schraubehandel MSH ein Käufer gefunden. Damit sei der Standort Maisach gesichert ... (Bild: Dresselhaus)")
:quality(80)/p7i.vogel.de/wcms/be/7a/be7aeda062ef0f73c2fb21e9dfde9f4a/0132589354v2.jpeg "Michael Müller, Head of Digital Engineering & Climate Tech bei Capgemini Engineering. (Bild: Capgemini)")
:quality(80)/p7i.vogel.de/wcms/dc/d5/dcd501bac557180831e85f5e11da73e8/0132544478v1.jpeg "Dass wir möglicherweise nicht mehr so weit davon entfernt sind, dass sich KI-Systeme selber weiterentwickeln und sich dabei unserer Kontrolle entziehen, ist laut Experten nicht zu leugnen. Deshalb fordert man firmenübergreifend ein zurückhaltenderes Vorgehen bei der KI-Entwicklung ... (Bild: © sdecoret - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/14/9b/149bd816c13672d1d0bccd4bba728f6c/0132543541v1.jpeg "Stabilus lässt wissen, dass man nun mit Synapticon zusammenarbeitet, um die Großserienproduktion von humanoiden Robotern in die Wege zu leiten. Integrierte Aktuatoren für die Gelenke von Humanoiden spielen dabei eine Hauptrolle ... (Bild: Stabilus)")
:quality(80)/p7i.vogel.de/wcms/0e/b7/0eb7219e2177d5ec22caeed8dee12a90/0132000129v1.jpeg "Das ist das Prinzip eines verdeckten T-Stoßes, den es gilt, qualitativ hochwertig mit dem Laser zu schweißen, was nicht so trivial ist. (Bild: Fraunhofer IPK)")
:quality(80)/p7i.vogel.de/wcms/03/13/0313afe4b666029aefaacd1cb6122ea3/0132537932v1.jpeg "Nicht nur beim Materialhandling ist TIR Technologies auf Kasto fixiert. Für die Anarbeitung von Profilen kommen auch Sägesysteme der Achener zum Einsatz. Hier der Arbeitsbereich einer Bandsäge vom Typ Kastomicut. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/1f/39/1f39b80475f6de9aa8d6ea695ae79b52/0132629183v1.jpeg "Eine PFAS-freie DLC-Schicht per Laser! So könnte eine Zukunft ohne die fast unsubstituierbaren PFAS aussehen. Denn Forscher am ILT in Aachen konnten anhand von vier Projekten schon zeigen, wie man zum Beispiel den Kunststoff PEEK dafür nutzen kann. Hier viel mehr dazu ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/f5/b0/f5b0039bad57326745f5a925ffa9820b/0132459060v1.jpeg "Dürr bleibt dabei: Trotz der Probleme bei BBS wird das prognostizierte Geschäftsergebnis so kommen, wie geplant ... (Bild: Dürr)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/fe/9c/fe9c3e5892da385d313d7b5e3a28f91e/0132646745v1.jpeg "Was man hier sieht, haben sich mal wieder Schweizer ausgedacht. Es ist nicht einfach nur eine schön gemachte Buchse, oder so. Nein, nein! Es handelt sich um eine ganz neue Art, wie man Federsysteme konzipieren kann, die viele Nachteile der herkömmlichen Bauart eliminieren. Lesen Sie ... (Bild: David Ruh / U-Flex)")
:quality(80)/p7i.vogel.de/wcms/cb/23/cb23e87dcfabac11b3e196f1f8d09e24/0132418410v1.jpeg "Der drehbare Ganter-Zylindergriff GN 798.1 gehört als Beispiel der Ganter-Edelstahl-Güteklasse 1 an. Er ist für rückseitige Montagen konzipiert. (Bild: Otto Ganter)")
:quality(80)/p7i.vogel.de/wcms/fa/67/fa67e0ef50663d5b0f84646d621df497/0132403102v1.jpeg "Das praxisnahe Fachbuch „KI in der Produktentwicklung“ zeigt, wie KI im Engineering echten Mehrwert schaffen kann. (Bild: Vogel Communications Group)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/c4/6a/c46a1feaebcb1977c91c387b40e8eedc/0132666673v1.jpeg "Wenn die neuesten Umfrageergebnisse des Münchener Ifo-Instituts zur Lage der deutschen Autoindustrie stimmen, dann blicken viele Player wohl wieder etwas optimistischer in die Zukunft ... (Bild: U. Ricardo)")
:quality(80)/p7i.vogel.de/wcms/88/1c/881c0fd6a388cf4359b52c372c23e237/0132568775v1.jpeg "Der Amsterdamer Multimarkenkonzern Stellantis ist wohl krisentechnisch aus dem Gröbsten raus, wie man so schön sagt. Hier mehr zur aktuellen Lage, bei der Opel-Mutter ... (Bild: Stellantis)")
:quality(80)/p7i.vogel.de/wcms/1b/a4/1ba410c4627bb4f1eb95bbff76380869/0132397658v1.jpeg "Wie die Wirtschaftsvereinigung Stahl analysiert hat, geht es in der deutschen Stahlbranche produktionsmäßig leicht aufwärts. Aber das dürfe nicht über die allgemein schlechte Lage hinwegtäuschen ... (Bild: F. Stelzenmeier)")
:quality(80)/p7i.vogel.de/wcms/a7/86/a786cfebcc543ffe0257d73a5a49a52d/0132709312v2.jpeg "Das neue Fahrwerk „JLA-eFORM“ vereint intelligente Steuerung, moderne Sensorik und elektrische Antriebstechnik für den Schwerlasttransport. (Bild: Jung Transporttechnik)")
:quality(80)/p7i.vogel.de/wcms/77/e0/77e0683b184f70dc4bae77cfc41614d3/0132680351v2.jpeg "Der Ansaugrauchmelder „TITANUS REX“ von Wagner wird auf der Essener Fachmesse Security (22. bis 25. September) erstmals präsentiert. (Bild: Wagner)")
:quality(80)/p7i.vogel.de/wcms/07/3d/073d3f8e3f7a3e6cb7d74ed9b0fcc2e0/0132665705v2.jpeg "Dank Touchdisplay lässt sich der modern gestaltete Wasserspender von Kärcher einfach bedienen und macht in jedem Unternehmen eine gute Figur. (Bild: Kärcher)")
:quality(80)/p7i.vogel.de/wcms/e3/6d/e36de3523c28b1a63df27c2527e58167/0132655905v1.jpeg "Nur zweckgebunden überstülpen! Schutzhandschuhe gibt es diverse Arten, die für den jeweiligen Einsatzzweck optimiert sind. Was man darüber wissen sollte, verrät dieser Beitrag der VTH Verband Technischer Handel e. V. ... (Bild: Nitras Safety)")
:quality(80)/p7i.vogel.de/wcms/ca/10/ca109724c25f36cec95def43e3259515/p90651993-highres-start-of-production-1920x1079v1.jpeg "Seit Anfang August bauen die Beschäftigten bei BMW in München den vollelektrischen i3. (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/10/ca/10ca2a851cc15d34841d4187626356dc/0132714825v1.jpeg "Wachsender Handelsüberschuss! Wie die dpa jetzt erfahren hat, läuft es im Handel zwischen China und Deutschland immer mehr so, dass Chinas Exporte zulegen, während die Importe aus Deutschland nach und nach versiegen ... (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/2f/fc/2ffcf66ec33a56d95843e65929bad6b3/0132640724v1.jpeg "Vor Gebäuden mit diesem Logo stehen derzeit zigtausend Ingenieure und IT-Spezialisten, weil sie keinen Job haben. Das geht aus einer aktuellen Studie des VDI hervor ... (Bild: Agentur für Arbeit)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Bias Der Einsatz von laserinduzierten Schockwellen spart Werkzeugkosten
Hohe Stückzahlen und kurze Produktzyklen sind die treibenden Kräfte für die Mikrofertigung. Die Herstellung von immer kleineren Bauteilen stellt die Industrie vor neuen Herausforderungen. Hier bietet der Laser ein großes Potenzial für die Großserienfertigung.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/37000/37097/65.jpg "Schroeder_Group_Logo.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
Mikroumgeformte Bauteile an Lese- und Schreibköpfen von Festplatten, Komponenten von Tintenstrahldruckern, Widerstandsendkappen sowie Gehäuseteile in Airbags und für Drucksensoren, sind nur einige Beispiele, die nach wie vor noch mechanisch gefertigt werden. Mikrobauteile werden häufig in sogenannten Folgewerkzeugen durch Umform- und Scherschneidprozesse hergestellt. Allerdings sind konventionelle Herstellungsprozesse nicht beliebig geometrisch skalierbar. Verursacht wird dies unter anderem durch sogenannte Größeneffekte. Hierbei handelt es sich um Effekte, bei denen bestimmte Größen nicht mitskaliert werden können. Beispiele hierfür sind die Gefügestruktur des Materials oder Fertigungstoleranzen. Dünne Blechwerkstoffe erfordern bei den Herstellungsprozessen sehr kleine Toleranzen. So ist zum Beispiel beim Scherschneiden ein Schneidspalt von 0,5 % der Blechdicke erforderlich. Bei einer Blechdicke von 20 µm resultiert dies in einem Schneidspalt von 0,1 µm.
:quality(80)/images.vogel.de/vogelonline/bdb/1075700/1075732/original.jpg "(Bias)")
:quality(80)/images.vogel.de/vogelonline/bdb/1075700/1075733/original.jpg "(Bias)")
:quality(80)/images.vogel.de/vogelonline/bdb/1075700/1075729/original.jpg "(Bias)")
:quality(80)/images.vogel.de/vogelonline/bdb/1075700/1075728/original.jpg "(Bias)")
Um diese Genauigkeit bei den Werkzeugen zu erreichen, sind sehr kostenintensive Fertigungsprozesse und Qualitätsüberwachungen notwendig. Um immer kleinere Bauteile zu fertigen, müssen daher neue kostengünstigere Herstellungsmethoden entwickelt werden. Aus dem Makrobereich ist das Umformen mittels Wirkmedien als effizientes Fertigungsverfahren mit hoher Bauteilqualität bekannt. Eine Chance für den Mikrobereich bietet hier der Laser. Bei diesem Verfahren wird oberhalb der umzuformenden Oberfläche ein Laser induziertes Plasma gezündet. Durch die explosionsartige Ausdehnung des Plasmas entsteht eine Druckwelle, die das Blech dann umformt. Hierbei wird momentan mit Intensitäten bis 1,5 Gigawatt pro cm2 gearbeitet, was in Schockwellendrücken bis 20 MPa resultiert. Diese Schockwellen können hierbei die Funktion des Stempels übernehmen.
Komplexe Geometrien ohne einen Stempel erzeugen
Setzt man laserinduzierte Schockwellen ein, so werden die erforderlichen Toleranzen für die Positionierung von Stempel und Matrize umgangen. Dadurch kann der Stempel im Folgewerkzeug für Mikroumform- und Schneidprozesse ersetzt werden. Dies spart Kosten für die Herstellung von Werkzeugen. Auch die erforderlichen Toleranzen der Werkzeuge und der Aufwand für eine Positionierung der Werkzeuge zueinander werden gesenkt. Zusätzlich kann so der Werkzeugverschleiß aufgrund verminderter Reibung reduziert werden.
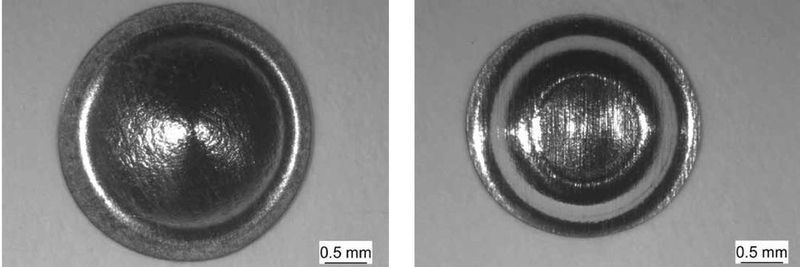
Beim Laserschockumformen wird eine Blechronde auf der Matrize positioniert und anschließend mit dem Niederhalter in Position gehalten. Durch das Zünden des Plasmas oberhalb der Ronde wird diese durch die Schockwelle in die Matrize geformt. Da hierbei die Kräfte nicht nur in einer Richtung wirken und keine Reibung auftritt wie beim Einsatz von Stempeln, wird das Metall gleichmäßig umgeformt und die Ergebnisse sind Bauteile höchster Belastbarkeit und Qualität. Des Weiteren entsteht bei diesen Prozessen keine thermische Schädigung des Materials, da es sich hier um eine mechanische Umformung durch die Schockwelle handelt. Dazu kommt die Möglichkeit, komplexe Geometrien zu erzeugen ohne eine aufwändige Herstellung des Stempels. Hierbei wird mit geschlossen Gesenken gearbeitet. Dabei wird das Material mit mehreren Schockwellen in die benötigte Form gebracht.
Weiterlesen auf der nächsten Seite
(ID:44182537)
:quality(80)/p7i.vogel.de/wcms/d3/f6/d3f62d146f5f0a264dee6710351aa169/0127388992v2.jpeg "Das System Robohawk von Vision Lasertechnik ist speziell für anspruchsvolle Anwendungen konzipiert worden. Es kombiniert einen präzisen 6-Achsen-Roboter mit einem integrierten Vision-System, das eine detaillierte optische Inspektion ermöglicht, und einem Hochleistungslaser, der die präzise Materialbearbeitung übernimmt. (Bild: Vision Lasertechnik)")
:quality(80)/p7i.vogel.de/wcms/34/b8/34b8c3fbb45f0d54be902683ddcca48e/0130920321v1.jpeg "Trumpf hat eine produktiverer Möglichkeit dafür gefunden, wie man Kupferleiter an Busbars per Laser prozesssicher und sehr schnell anschweißen kann. Damit sei die aufwendige Schraubverbindung obsolet ... (Bild: Trumpf)")