:quality(80)/p7i.vogel.de/wcms/c7/71/c771fc1e81d76a3be1139f493bee9dce/0132538728v1.jpeg "Bauteil aus Titan, das am Austrian Institute of Technology (AIT) in Ranshofen mit einer ganz Neuen Art der Umformung hergestellt wurde. Lesen Sie hier, welche wirtschaftlichen und technischen Vorteile für Titanbauteile sich so für die Zukunft ergeben können ... (Bild: AIT / Joh. Zinner)")
:quality(80)/p7i.vogel.de/wcms/a1/de/a1de719a9b2333e229eef8323fe150d2/0132521225v1.jpeg "So sieht das Werkzeugkonzept für die passive Hochdruck-Blechumformung des Fraunhofer IWU prinzipiell aus. Es braucht kein starres zweites Werkzeug und statt maximal acht Takten sind nun bis zu 60 möglich. (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/c9/f3/c9f3a927ef37df05a41f4f8e0f198f30/0132397869v2.jpeg "Die MAK 4 Evolution UD ist bei FBH vor allem für die Bearbeitung großer Bleche und die Herstellung von Gehäusen unverzichtbar. (Bild: FBH Fertigungsbetrieb für Betriebstechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/01/bc/01bcccf3ebaa6b837b7085b3152cedee/0132346229v1.jpeg "Die moderne Automatisierung verändert auch die Welt der Biegeprozesse. Um die passenden Systeme anbieten zu können, kooperieren jetzt die Spezialisten von LVD Company und REA Robotics. Hier die Details ... (Bild: LVD Company)")
:quality(80)/p7i.vogel.de/wcms/21/7b/217bb01a59f1f7963473ba4ba875d624/0132332572v1.jpeg "Trumpf aus Ditzingen gibt bekannt, dass man den US-amerikanischen Biege- und Stanzwerkzeughersteller Mate Precision Technologies übernommen hat. Lesen Sie hier, wofür dieser Schritt gut sein soll ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/be/7a/be7aeda062ef0f73c2fb21e9dfde9f4a/0132589354v2.jpeg "Michael Müller, Head of Digital Engineering & Climate Tech bei Capgemini Engineering. (Bild: Capgemini)")
:quality(80)/p7i.vogel.de/wcms/0e/b7/0eb7219e2177d5ec22caeed8dee12a90/0132000129v1.jpeg "Das ist das Prinzip eines verdeckten T-Stoßes, den es gilt, qualitativ hochwertig mit dem Laser zu schweißen, was nicht so trivial ist. (Bild: Fraunhofer IPK)")
:quality(80)/p7i.vogel.de/wcms/03/13/0313afe4b666029aefaacd1cb6122ea3/0132537932v1.jpeg "Nicht nur beim Materialhandling ist TIR Technologies auf Kasto fixiert. Für die Anarbeitung von Profilen kommen auch Sägesysteme der Achener zum Einsatz. Hier der Arbeitsbereich einer Bandsäge vom Typ Kastomicut. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/dd/d0/ddd08afd32d8f80b901e99d8962157ec/0132527412v1.jpeg "... Die verzahnten Schneidkanten brechen die Schlacke auf und die durchgängigen schaben sie ab. Das ist das Schrupp-Schlicht-Prinzip des Trutool TSC 200 von Trumpf. (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/dc/d5/dcd501bac557180831e85f5e11da73e8/0132544478v1.jpeg "Dass wir möglicherweise nicht mehr so weit davon entfernt sind, dass sich KI-Systeme selber weiterentwickeln und sich dabei unserer Kontrolle entziehen, ist laut Experten nicht zu leugnen. Deshalb fordert man firmenübergreifend ein zurückhaltenderes Vorgehen bei der KI-Entwicklung ... (Bild: © sdecoret - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/14/9b/149bd816c13672d1d0bccd4bba728f6c/0132543541v1.jpeg "Stabilus lässt wissen, dass man nun mit Synapticon zusammenarbeitet, um die Großserienproduktion von humanoiden Robotern in die Wege zu leiten. Integrierte Aktuatoren für die Gelenke von Humanoiden spielen dabei eine Hauptrolle ... (Bild: Stabilus)")
:quality(80)/p7i.vogel.de/wcms/1f/39/1f39b80475f6de9aa8d6ea695ae79b52/0132629183v1.jpeg "Eine PFAS-freie DLC-Schicht per Laser! So könnte eine Zukunft ohne die fast unsubstituierbaren PFAS aussehen. Denn Forscher am ILT in Aachen konnten anhand von vier Projekten schon zeigen, wie man zum Beispiel den Kunststoff PEEK dafür nutzen kann. Hier viel mehr dazu ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/f5/b0/f5b0039bad57326745f5a925ffa9820b/0132459060v1.jpeg "Dürr bleibt dabei: Trotz der Probleme bei BBS wird das prognostizierte Geschäftsergebnis so kommen, wie geplant ... (Bild: Dürr)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/cb/23/cb23e87dcfabac11b3e196f1f8d09e24/0132418410v1.jpeg "Der drehbare Ganter-Zylindergriff GN 798.1 gehört als Beispiel der Ganter-Edelstahl-Güteklasse 1 an. Er ist für rückseitige Montagen konzipiert. (Bild: Otto Ganter)")
:quality(80)/p7i.vogel.de/wcms/fa/67/fa67e0ef50663d5b0f84646d621df497/0132403102v1.jpeg "Das praxisnahe Fachbuch „KI in der Produktentwicklung“ zeigt, wie KI im Engineering echten Mehrwert schaffen kann. (Bild: Vogel Communications Group)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/88/1c/881c0fd6a388cf4359b52c372c23e237/0132568775v1.jpeg "Der Amsterdamer Multimarkenkonzern Stellantis ist wohl krisentechnisch aus dem Gröbsten raus, wie man so schön sagt. Hier mehr zur aktuellen Lage, bei der Opel-Mutter ... (Bild: Stellantis)")
:quality(80)/p7i.vogel.de/wcms/1b/a4/1ba410c4627bb4f1eb95bbff76380869/0132397658v1.jpeg "Wie die Wirtschaftsvereinigung Stahl analysiert hat, geht es in der deutschen Stahlbranche produktionsmäßig leicht aufwärts. Aber das dürfe nicht über die allgemein schlechte Lage hinwegtäuschen ... (Bild: F. Stelzenmeier)")
:quality(80)/p7i.vogel.de/wcms/f0/57/f05707bff926bf27e2151eb13ed27975/0132257018v1.jpeg "Länger ohne Mehr! Der Autobranchenexperte Ferdinand Dudenhöffer ist angesichts der Lage bei Volkswagen dafür, dass für einige Jahre die 35-Stunden-Woche ad acta gelegt werden sollte, damit Erholung kommen kann ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/86/8e/868efb054b3d4eada575e0b0ee793cb9/0132593138v2.jpeg "Ein vollautomatisch verfahrender Smart-Curve-Wagen aus dem Hause Losyco wird induktiv mit Strom versorgt und verfügt über latenzfreie WLAN-Kommunikation. (Bild: Losyco)")
:quality(80)/p7i.vogel.de/wcms/09/a9/09a9576c49e4b005503a78e6d6bd6232/0132591831v2.jpeg "Mit dem UV-Lasermarkierer V.0042 aus dem Hause Foba lassen sich empfindliche Kunststoffe mit minimaler Wärmeeinwirkung kennzeichnen. (Bild: Foba)")
:quality(80)/p7i.vogel.de/wcms/8f/47/8f471dd1b504c3448a8f02e4afe09bb9/0132588639v2.jpeg "Das Ausbildungskonzept der Berufsschule Regen erlaubt es, den Hallenkranschein während der regulären Berufsausbildung zu machen. (Bild: TÜV Süd)")
:quality(80)/p7i.vogel.de/wcms/2f/fc/2ffcf66ec33a56d95843e65929bad6b3/0132640724v1.jpeg "Vor Gebäuden mit diesem Logo stehen derzeit zigtausend Ingenieure und IT-Spezialisten, weil sie keinen Job haben. Das geht aus einer aktuellen Studie des VDI hervor ... (Bild: Agentur für Arbeit)")
:quality(80)/p7i.vogel.de/wcms/10/50/10509811ffdcf89770a05e6951bc60e2/0130911855v1.jpeg "Die Nato-Qualitätsstandards sind regelmäßig Bestandteil von Verträgen in der Verteidigungsbeschaffung. (Bild: © NongAsimo - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/c6/c1/c6c137e241150f37bf935448ca686bfc/0132638292v1.jpeg "Technotrans blickt hier auf das 1. Halbjahr 2026. Demnach ist es gar nicht schlecht gelaufen. Und auch einige „Sorgenkinder“ scheinen auf dem Weg der Erholung zu sein ... (Bild: Technotrans)")
:quality(80)/p7i.vogel.de/wcms/cb/48/cb481d5f233f18e1f9da6891272e00f5/0132595963v1.jpeg "Die Salzgitter-Tochter HKM schließt einen Vertrag mit Tenova über Engineering, Lieferung und Errichtung eines Elektrolichtbogenofens in Duisburg. (Bild: www.luftbild-blossey.de)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
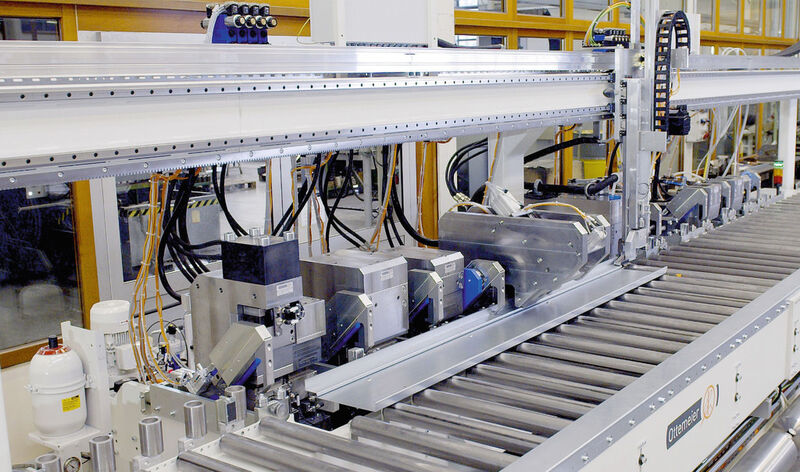
Ottemeier Komplexe Stahlzargen aus einer Bearbeitungslinie
Die wichtigsten Forderungen, die heute ein Fertigungsbetrieb der Blechbearbeitung stellt, sind Maschinen und Anlagen, die sich auf engstem Raum unterbringen sowie in vorhandene Linien integrieren lassen und ein Höchstmaß an Flexibilität aufweisen. Mit einer Bearbeitungslinie für Stahlzargen ist dies der Ottemeier GmbH bei einem großen Türen- und Torehersteller bestens gelungen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/30200/30217/65.jpg "LOGO.jpg ()")
Die Hörmann KG aus Werne fertigt Stahlzargen aus feuerverzinktem Feinblech und Edelstahl. 2013 beauftragte das Unternehmen den Spezialisten für Werkzeug- und Maschinentechnik, die Ottemeier GmbH aus Verl, mit dem Bau einer neuen Sondermaschine für die Stahlzargenbearbeitung. Die beiden Familienunternehmen kennen sich gut und haben bereits zahlreiche Projekte gemeinsam realisiert. Dieses Mal hatte Hörmann jedoch eine besonders anspruchsvolle Herausforderung für Ottemeier, die Matthias Meiner, Produktionsleiter bei Hörmann, wie folgt beschreibt: „Die neue Stanzanlage ist Teil einer Fertigungslinie. Der Materialfluss musste also in den Prozessablauf der Gesamtanlage eingebunden werden. Dadurch ergab sich die negative Stanzausrichtung, also von unten nach oben. Die daraus resultierende schwierige Entsorgung der Stanzbutzen hat Ottemeier erfolgreich gemeistert. Auch der Aufbau der Anlage war eine große Herausforderung. Die Stanzanlage wurde auf engstem Raum millimetergenau eingeführt. Aufgrund der jahrzehntelangen Erfahrung mit unserem Unternehmen hat Ottemeier die Aufgabenstellung richtig eingeschätzt, entsprechende Sorgfalt mit großem Wissen kombiniert und ist unseren Erwartungen voll und ganz gerecht geworden.“
Maßgeschneiderte Anlagen als Spezialität
Eine maßgeschneiderte Anlage, die allen technischen Anforderungen und den Räumlichkeiten des Zargenspezialisten Hörmann gerecht wird, war genau das richtige Projekt für Ottemeier. In der Maßschneiderei liegen die Wurzeln des Unternehmens. Mit der Entwicklung und Fertigung von Maschinen und Werkzeugen zur Herstellung von Kragenstäbchen für die Textilindustrie hatte Firmengründer Rudolf Ottemeier 1958 den Grundstein für die heutigen Geschäftsfelder gelegt. Abgesehen von der räumlichen Dimension mussten die Experten von Ottemeier auch technisch eine äußerst komplexe Aufgabe bewältigen. Dazu Frank Kampschnieder, Leiter Technik- und Projektentwicklung bei Ottemeier: „Die Entwicklung und Realisierung einer kommissionsbezogenen, automatisierten Bearbeitungslinie für Sonderzargen – in über 250 Produktvarianten bei Losgröße 1 – mit Anbindung an das ERP-System und Integration in eine Schweißlinie hat uns alle Register in der Entwicklung und der Umsetzung ziehen lassen.“
Eine Türzarge besteht aus zwei Seitenstäben und einem Kopfstab, die alle aus gekantetem Blech gefertigt werden. Mit seinen vielen Varianten und Ausführungen bietet Hörmann immer die passende Tür-zarge, ob für Büroräume, Kindergärten, Sporthallen, Krankenhäuser oder Hotels – in Standard- oder Sonderausführung, wahlweise mit individuellen Farben, speziellen Bandsystemen und Dämpfungsprofilen. So vielfältig das Angebot von Hörmann ist, so komplex sind die Anforderungen an die neue Stahlzargen-Bearbeitungslinie von Ottemeier. Denn alle Türzargen brauchen an unterschiedlichen Positionen verschiedenste Löcher und Aussparungen für die Befestigung im Mauerwerk, Einbringungsmöglichkeiten für Typenschilder, Falle und Riegel sowie Montagemöglichkeiten für Obentürenschließer.
Viele Fertigungsschritte in eine Anlage gepackt
Die komplette Stahlzargen-Bearbeitungslinie für Hörmann besteht aus vier Sägen, zwei Handling-Portalen zur Materialbeschickung, einer Laserzelle mit speziellem Materialführungskonzept, einer komplexen Formstanzanlage und mehreren Rollbahnen für den Materialtransport. Die Steuerung der Anlage kommt von der Beckhoff Automation GmbH.
Die höchsten Anforderungen stellten die Integration der Laserzelle und die Beschickungsanlage an die Entwickler von Ottemeier. Frank Kampschnieder erklärt: „Für eine rentable Laserfertigung mussten wir Wartezeiten so weit wie möglich reduzieren. In puncto Kommunikation konnten wir einen optimalen Datenaustausch mit TwinCAT und einem Postprozessor gewährleisten. Für die Bearbeitung haben wir ein ausgeklügeltes Materialführungskonzept entwickelt, sodass die Bauteile hauptzeitparallel gerüstet werden können – während das eine in der Zelle bearbeitet wird, rüstet ein zweiter Arbeitsbereich in der Laserzelle bereits das nächste vor.“
Besonders stolz ist Ottemeier auf die intelligente Zuführung zur Laserzelle. Nach der Bearbeitung der Zargenrohlinge in der Sägeanlage transportieren vier motorisch verfahrbare Greiferzangen die Rohlinge von der Übergaberollbahn ab. Eine spezielle Greifertechnik lässt dabei viel Freiraum für die Laserschneidbearbeitung. Die Zargen werden bereits während der Einfahrt in die Laserzelle vermessen, um Abweichungen der Ist- und Sollkontur im Programm zu berücksichtigen. So werden Löcher und Aussparungen immer an der richtigen Position in der richtigen Größe ausgeschnitten – auch wenn die Zarge nicht optimal gerade geformt ist.
Sinnvoller Einsatz unterschiedlicher Werkzeuge
Insgesamt können für die Bearbeitung einer Stahlzarge zehn Werkzeuge zum Einsatz kommen, aber nicht immer werden alle Werkzeuge gleichzeitig benötigt, bedingt durch die hohe Anzahl an Produktvarianten. Ein Werkzeug stanzt eine optionale Aussparung, sodass die Zarge für rechts- und linksanschlagende Türen verwendet werden kann.
Das sogenannte Schrott-Stückchen wird zunächst ausgestanzt und dann wieder in die Zarge eingepasst. So kann der Monteur vor Ort das entsprechende Schrott-Stückchen je nach Türöffnungsrichtung leicht entfernen. Mit anderen Werkzeugen werden geformte Stanzlöcher für die Befestigung mit Schrauben auf der Scharnier- und Gegenseite der Zarge angebracht. Die Formstanzlöcher in der Laibung werden durch ein Doppelwerkzeug in verschiedenen Größen eingebracht. Ein weiteres Werkzeug nimmt die Vertiefung mit zwei Befestigungslöchern für das Typenschild vor, das für Brand- und Feuerschutztüren notwendig ist. Es folgt ein Werkzeug für schräge Tütungslöcher im Bereich der Dichtungsgumminut. Zudem setzt eine vollautomatische Nietsetzstation Blindnietmuttern in das Zargenprofl für die spätere Anbringung eines Obentürschließers.
Alle Stanzanforderungen sind im direkten Fertigungsfluss
Auch für die Stanzabfälle hat Ottemeier eine Sonderlösung entwickelt. Alle Abfälle werden abgesaugt und in einem Spänebehälter gesammelt. Dabei garantiert das automatische Kontrollverfahren, dass keine Rückstände in der Anlage oder in den Werkzeugen verbleiben. Nachdem die Anlage im Mai 2014 installiert und in Betrieb genommen wurde, zieht Produktionsleiter Matthias Meiner ein sehr positives Fazit: „Die Zusammenarbeit verlief wie erwartet reibungslos. Ottemeier hat unsere Anforderungen bis ins kleinste Detail umgesetzt und den vorhandenen Platz optimal ausgenutzt. Es wurde kein einziger Millimeter verschenkt, selbst Träger der Hallenkonstruktion sowie Gullydeckel wurden in der Maschinenkonstruktion berücksichtigt.“
Die Formstanzanlage ist aber nicht nur passgenau konstruiert, sondern auch sehr effizient, erläutert Matthias Meiner: „Die neue Anlage ermöglicht die Stanzanforderung im direkten Fertigungsfluss. Dadurch entfallen zusätzliche Handling- und Liegezeiten zwischen unabhängigen Fertigungsstationen ebenso wie die Bearbeitungszeit dieser Teile in den manuellen Arbeitsbereichen. Darüber hinaus erhöht sich durch das automatisierte Stanzen die Prozesssicherheit. Fehler sind ausgeschlossen.“
(ID:42777798)
:quality(80)/p7i.vogel.de/wcms/c2/43/c243c1e965698781008d768bad258241/0125855749v2.jpeg "Die MSE Easy ist eine leistungsstarke und kompakte Anlage für die hochwertige Nachbearbeitung. (Bild: Microstep Europa)")
:quality(80)/p7i.vogel.de/wcms/e9/a6/e9a6dfa379b4127676507b2787e15a27/0127239069v2.jpeg "Aus dem realen Modell einer Pressenlinie wird ein digitaler Zwilling. (Bild: Siempelkamp Transport Systems )")