:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/40/a0/40a0b2d9cd663e5521a527eef3d5dd39/0130909850v2.jpeg "Mit der Investition in eine hydraulische, mit Ziehkissen ausgestattete Umformpresse stärkt die Hans Eberle AG ihre Ausrichtung als Komplettanbieter für Blechteile und Baugruppen aus Blech. (Bild: SMM)")
:quality(80)/p7i.vogel.de/wcms/62/46/624662bd9aa9b65976c991e0cb9a3f39/0131649938v1.jpeg "Das Duisburger Warmbandwerk 4 von Thyssenkrupp Steel Europe hat nach einem Brand wieder die Produktion aufgenommen ... (Bild: thyssenkrupp Steel Europe AG)")
:quality(80)/p7i.vogel.de/wcms/b7/f4/b7f42211ad9f19fdd6ebdc82220c923f/b3-20range-3000x1688v1.jpeg "Die gesamte Baureihe ist in Standardkonfigurationen erhältlich, während füranspruchsvollere Produktionsumgebungen maßgeschneiderte automatisierte Versionen eingesetzt werden können. (Bild: Salvagnini)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/4b/99/4b996c30144372f825f5bf4946513f41/0131877945v1.jpeg "Wenn es nach dem Rüstungskonzern KNDS geht, dann erhält Deutschland zwei neue Produktionsstandorte für ein Panzerprojekt, damit die Versorgung gesichert werden kann ... (Bild: KNDS)")
:quality(80)/p7i.vogel.de/wcms/6d/5d/6d5d6c27f2fee19df504bad3ca550497/0131834600v1.jpeg "Acht vollautomatische Produktionskreissägen längen stangenförmige Halbzeuge bis 180 Millimeter Durchmesser bei SEW-Eurodrive in der Smart Factory Halle Nord bei Karlsruhe auf Sollmaß ab. Die Versorgung geschieht über Kasto-Systeme. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/8a/e7/8ae749764553b759afd861f0e7012e3c/bild1-1315x740v1.jpeg "Schweißzange beim Fügen einer B-Säule unter Laborbedingungen im Fraunhofer-IPK. (Bild: Fraunhofer-IPK)")
:quality(80)/p7i.vogel.de/wcms/68/73/687312dceb87c64678ca79aab242935a/0131747555v1.jpeg "Diese 3D-Plasmaschneidanlage von Microstep aus der MG-Baureihe machte vor acht Jahren bei GFM Schiller den Anfang. (Bild: Microstep Europa)")
:quality(80)/p7i.vogel.de/wcms/e0/f6/e0f6d92b46faf64c6a6255bf88344895/0131756980v1.jpeg "Neura Robotics ist ein deutscher Spezialist für humanoide Roboter (Humanoide). Hier präsentiert sich der Mitgründer David Reger mit einem Vertreter dieser künstlichen Spezies. Er hat grund zum Lachen, denn man konnte von Investoren jüngst wieder über eine Milliarde Dollar einsammeln ... (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/f0/d3/f0d3916d41598da88769a17f0a3657f8/0131756867v1.jpeg "Bosch verliert im normalen Geschäft bekanntlich immens an Boden. Das soll sich nun ändern, indem man sich in Richtung künstlicher Intelligenz und humanoider Robotik stärker engagiert ... (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/8b/f1/8bf1918a26c9375ddd6abaa594851e39/screenshot-202026-04-02-20163710-662x372v1.png "Durch das Zusammenspiel horizontaler und vertikaler Schleifscheiben wird mühelos einen 2-mm-Radius erzeugt bei
maximaler Wirtschaftlichkeit. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/e6/d0/e6d05cce9ddae471f3b205b8bcc05c02/weber-automation-pietec-1348x758v1.jpeg "Besonders hilfreich ist, dass der Roboter teachfrei arbeitet: Ein 2D-Vision-System scannt das jeweilige Werkstück ab, erfasst seine Geometrie und berechnet automatisch den optimalen Greifpunkt. (Bild: Hans Weber)")
:quality(80)/p7i.vogel.de/wcms/46/95/469578e19f09a688d495227f6519ae8a/0131644811v1.jpeg "Seit Monaten ist es geplant, jetzt rollt das Ganze an! BASF will nämlich einen Großteil seiner Anteile an der eigenen Lacksparte an Carlyle verkaufen. Die EU Kommission stimmt dem jetzt zu, aber Carlyle muss zuvor noch etwas anderes tun ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/24/4d/244d3136a1fc0df5cbeb0db88f3382eb/0130420625v2.jpeg "Optimal ausgelegt für thermisch anspruchsvolle Anwendungen in der Industrie sind die Hochtemperatur-Faltenbälge von Höhl & Westhoff. Sie sind temperaturbeständig bis etwa 850 °C. (Bild: Höhl+Westhoff)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/9c/6c/9c6cb2efa037abba6cd414d337336e16/0131704313v1.jpeg "Das Statistische Bundesamt bescheinigt Deutschland im Rückblick auf das bisherige zweite Quartal 2026 einen leichten Zuwachs in Sachen Produktion und Export. Der Iran-Krieg bleibt ein Bremsfaktor. Und auch China hat die Ausfuhren deutlich gesteigert ... (Bild: © Yellow Boat - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/fe/50/fe50b01b74847b681762a36778639cc9/0131697322v1.jpeg "Der deutsch-französische Kampfjet bleibt wohl für immer nur ein Gedanke. Denn Bundeskanzler Friedrich Merz und der französische Kollege Emmanuel Macron haben entschieden, dass das mit Airbus und Dassault einfach nichts wird ... (Bild: Karambasamba)")
:quality(80)/p7i.vogel.de/wcms/02/ae/02ae6c346cc9e321308a8fc58c1a98d9/0131743131v1.jpeg "Dieser Schweißfacharbeiter trägt, weil sonst kein System für die Schweißrauchabsaugung möglich war, einen Schutzhelm des Typs Vizor Air/3X Connect von Fronius als persönliche Schutzausrüstung. (Bild: Fronius)")
:quality(80)/p7i.vogel.de/wcms/95/7e/957ef4c1524fcbcf0241c5c160e98d15/0131690701v1.jpeg "Das Albromet-Management beobachte mit Staunen, wie sich morgens die ankommenden Mitarbeiter nach dem Umziehen von einem bunten Gemisch in ein Team verwandeln, das dann einen einheitlichen und markanten Auftritt durch Mewa-Arbeitskleidung hinlegt. (Bild: Mewa)")
:quality(80)/p7i.vogel.de/wcms/bb/64/bb640680dd3afed6091a1fb7d7b5952d/0131664748v1.jpeg "Mithilfe von SSAB Zero-Stahl aus Schweden reduziert Toyota Material Handling Europe schon heute seinen Kohlenstoffdioxid-Fußabdruck in der Serienproduktion. (Bild: Toyota Material Handling)")
:quality(80)/p7i.vogel.de/wcms/aa/e5/aae51e5e25fb67d0099edc80cb2f25ef/0131646887v1.jpeg "Das könnte die Zukunft der Arbeitsschutzkleidung werden! Denn am DTFI in Denkendorf hat man es mit Partnern geschafft, dieselbe mit einem autarken System zur Klimatisierung auszurüsten. Damit wird nicht nur der Tragekomfort bei körperlicher Belastung deutlich erhöht ... (Bild: DITF)")
:quality(80)/p7i.vogel.de/wcms/c1/7c/c17c84b1c87ef48197e8d5b7cd9f78b0/0131912762v1.jpeg "Susanne Wiegand tritt überraschend als VW-Aufsichtsrätin zurück. (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/0f/73/0f738a0233cccf959712a761e482f881/0131910614v1.jpeg "Das Ende des Iran-Krieges scheint nah. Und auch andere Effekte könnten laut Prognose des Ifo-Instituts aus München dazu führen, dass die Konjunktur in Deutschland besser verläuft, als bisher angenommen ... (Bild: Ifo-Institut)")
:quality(80)/p7i.vogel.de/wcms/42/bb/42bb3967400f65fa33b3bc310372b32b/0131906543v1.jpeg "Das Ministerium von Bärbel Bas, Bundesministerin für Arbeit und Soziales, weist darauf hin, dass es sich um einen nicht final abgestimmten Arbeitsentwurf handle. (Bild: Bundesregierung/Stefand Kugler)")
:quality(80)/p7i.vogel.de/wcms/c9/ac/c9acaf5e170efbf4c4e13b91b6fa8fb7/0131890808v1.jpeg "In der Industrie werden mehr Stellen frei als nachbesetzt. (Bild: © industrieblick - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/8d/e6/8de6cfd3ee299ab230c5775c5a399367/0131725354v1.jpeg "Vor allem kleine und mittelständige Unternehmen tun sich bei Fördergeldanträgen nicht leicht, weiß die Hentschel Fördermittelberatung. Sie unterschätzten auch die Modalitäten, die beachtet werden müssten, um eine Genehmigung zu erhalten. Doch hier erfahren Sie, wie das geht ... (Bild: Stempelbude)")
:quality(80)/p7i.vogel.de/wcms/f9/c0/f9c096188b932ff03d591907dab8644c/0131658794v1.jpeg "Am Laser-Zentrum Hannover (LZH) hat man neuartige faseroptische Komponenten entwickelt, mit denen die Leistung von Zwei-Mikrometer-Faserlasern nach oben gepusht werden kann. Das Ganze basiert auf sogenannten „Triple-Clad“-Fasern ... (Bild: LZH)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Temperierte Innenhochdruck-Umformung Schneller und energiesparender Prozess für die Warmumformung
Ein neues Verfahren zur temperierten Innenhochdruck-Umformung (IHU) von Edelstahlrohren sowie die Entwicklung der dafür notwendigen Werkzeugtechnik sind die Basis für eine deutliche Verkürzung der Prozesskette. Der Prozess wurde anhand einer Modellgeometrie und warmumgeformte Abgasbauteile dargestellt.
Anbieter zum Thema
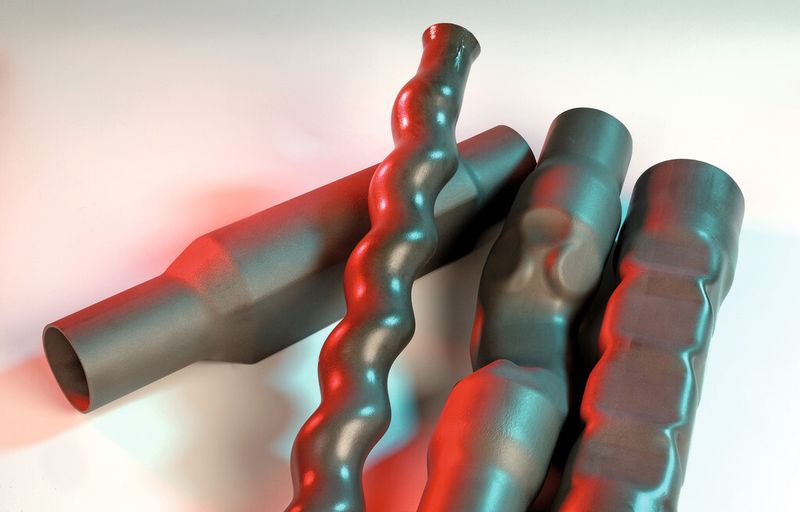
Das Innenhochdruck-Umformen (IHU) stellt heute in der Automobilindustrie zur Herstellung von Bauteilen in der Abgasführung und für Fahrwerks- und Hilfsrahmenkomponenten eine etablierte Produktionstechnologie dar. Insbesondere im Abgasbereich werden häufig Edelstahllegierungen wie 1.4509 eingesetzt. Aufgrund der begrenzten Umformbarkeit werden diese jedoch meist in mehreren Umformstufen mit zwischengeschalteten Glühprozessen hergestellt (Bild 1).
Kürzere Prozesskette reduziert Energieverbrauch
Das ist sehr energieintensiv. Um wirtschaftlich günstiger produzieren zu können, muss die Prozesskette verkürzt werden. Die Alternative kann zukünftig ein temperierter Umformprozess sein, durch den IHU-Vorformen und Glühprozesse entfallen. Durch eine Erhöhung der Umformtemperatur, beispielsweise auf circa 850 °C bei der Umformung von 1.4509, kann das Umformvermögen maßgeblich verbessert werden.
:quality(80)/images.vogel.de/vogelonline/bdb/681400/681470/original.jpg "(Bild: Fraunhofer-IWU)")
:quality(80)/images.vogel.de/vogelonline/bdb/681400/681472/original.jpg "(Bild: Fraunhofe- lWU)")
:quality(80)/images.vogel.de/vogelonline/bdb/681400/681473/original.jpg "(Bild: Fraunhofer-IWU)")
:quality(80)/images.vogel.de/vogelonline/bdb/681400/681474/original.jpg "(Bild: Fraunhofer-IWU)")
Das haben Wissenschaftler des Fraunhofer-Instituts für Werkzeugmaschinen und Umformtechnik IWU gemeinsam mit der Salzgitter Hydroforming GmbH in einem Forschungsprojekt demonstriert, welches aus Mitteln der Europäischen Union und des Freistaates Sachsen finanziert wurde.
Abgestimmte Anlagen- und Werkzeugtechnik sichern den Prozess
Wesentliche Herausforderungen für die Realisierung von IHU-Prozessen bei Umformtemperaturen bis zu 1100 °C sind die Bauteilerwärmung und die Prozessführung. Die Werkzeuge selbst können im Vergleich zur Umformung von Aluminium und Magnesium aufgrund der geforderten Temperaturen nicht auf Umformtemperatur erwärmt werden. Deshalb ist die Basis für einen sicheren temperierten Umformprozess eine speziell dafür definierte Anlagen- und Werkzeugtechnik.
(ID:42515557)
:quality(80)/p7i.vogel.de/wcms/90/5d/905d29cd38f3cb8dbfec50bb51840f6c/0129423302v2.jpeg "Schraubenkopfumformung mit Wärme: In der Induktionsstufe werden die Köpfe der Rohlinge auf über 1.000 °C erwärmt. (Bild: Aachener Maschinenbau)")
:quality(80)/p7i.vogel.de/wcms/94/c9/94c94ef6b5a5be5ccbed2e26733d086d/0130049070v1.jpeg "Nicht nur Bipolarplatten, auch etwa die Metallteile von Automotive-Steckern kommen für die Fertigung per Hohlprägewalzen infrage. (Bild: Fraunhofer IWU)")