:quality(80)/p7i.vogel.de/wcms/a1/2f/a12fb240e5f1259f7bb5937f742fc7f0/0113143253v1.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/2a/fe/2afe1b1c986d07ec8b12d98ffd556722/0132120606v2.jpeg "Außenaufnahme WK Metall GmbH (Bild: WK Metall GmbH)")
:quality(80)/p7i.vogel.de/wcms/2c/1c/2c1cfea7f88a171670687b6718b18d09/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/0a/20/0a20d53247a50116929d102dc0b035c4/0132212438v1.jpeg "Die Montage des Unterbodenschutzes bei Fahrzeugen belastet meistens die Mitarbeiter mehr als andere Jobs. Deshalb versuchen Forscher des Fraunhofer IWU den Prozess zu automatisieren. Das ist aber nicht so einfach! Hier erklären die Experten aber, was man dennoch machen kann ... (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/50/d9/50d90ae2e3723852afa7af9f896d5cfa/0132136237v1.jpeg "Das Rührreibschweißen kennen einige vielleicht. Damit kann man sogar unterschiedliche Metalle miteinander verbinden. Forscher haben nun einen neuen Ansatz für diese Art der Fügens im Auge, welcher der Industrie neue Vorteile ins Spiel bringen kann ... (Bild: IKT)")
:quality(80)/p7i.vogel.de/wcms/92/d4/92d493ff6680ff4f705b4ec885ac8a07/0132073916v1.jpeg "Jetzt gibt es endlich eine Säge mit XXL-Drehtisch, damit man sozusagen tonnenschwere Kunststoff- oder Faserverbundwerkstoff-Platten oberflächenschonend und flott schneiden kann. Sie heißt FK-6 und gebaut hat sie IMA Schelling Precision. Lesen Sie hier, was man gemacht hat ... (Bild: IMA Schelling Precision)")
:quality(80)/p7i.vogel.de/wcms/5f/5b/5f5baccd02f6a2553093b05e493b4975/0132235826v1.jpeg "Nicht ganz ohne Gruselfaktor! Ubtech hat jetzt seine neue Modellreihe ultra-bionischer Roboter vorgestellt. Sie heißt Uworld U1 und soll von der Industrie bis zum Verbraucher vermarktet werden. Hier mehr zu dieser Vision, die längst keine mehr ist, wie es scheint ... (Bild: Ubtech Robotics)")
:quality(80)/p7i.vogel.de/wcms/3c/f1/3cf145b2aad655d1e2d934b14e81b1b7/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/0a/d9/0ad9cfa383c572930d699790e99c9580/0132016788v1.jpeg "Humanoide Roboter gelten als die Automation der Zukunft, bei der Kompetenzen aus unterschiedlichen Disziplinen zusammenkommen. Die Messe Automatica 2027, veranstaltet von der Messe München, wird das Thema deshalb nicht umsonst ganz groß aufziehen ... (Bild: Messe München / M. Broenner)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/83/bc/83bc18578a721d095f70c82b49373ffc/0132119368v1.jpeg "Am Fraunhofer-Institut für Angewandte Polymerforschung (IAP) hat man neue Metalleffektpigmente entwickelt, die spritzgegossenen Kunststoffteilen einheitliche Oberflächen geben. Links ein üblich ausgerüstetes Teil (schwarzer Streifen), rechts mit Spezialpigmenten – ohne Streifen. (Bild: Fraunhofer IAP / J. Galties)")
:quality(80)/p7i.vogel.de/wcms/09/cb/09cbd409df916c7787b94754b41bd570/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/55/d5/55d5011860c1751565f5cf77bbe25b29/0132010251v1.jpeg "Kann gemacht werden! Die EU-Staaten haben abgestimmt und sind offensichtlich der Meinung, dass man den geplanten US-Zolldeal umsetzen sollte ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/da/94/da942b13a8bfbbdd3495a10524bcd324/0132241766v2.jpeg "Aufstellung zur Übergabe des 100.000sten aufgearbeiteten Gebrauchtstapler (v.l.): Jungheinrich-Vertriebsvorständin Nadine Despineux, MVN-Geschäftsführer Giuliano Santi und Tino Alban, Werkleiter Jungheinrich-Gebrauchtgeräte-Zentrum Dresden. (Bild: Jungheinrich)")
:quality(80)/p7i.vogel.de/wcms/56/3d/563d1adbe480f221fd0be38c6d288bae/0132223933v2.jpeg "Vapic präsentiert auf der AMB 2026 sein Portfolio für die industrielle Teilereinigung – von Sonderanlagen über Lohnreinigung bis hin zu Reinigungschemie für unterschiedliche Fertigungsanforderungen. (Bild: vapic)")
:quality(80)/p7i.vogel.de/wcms/fe/80/fe8074360a4b127a5476f1d210c47c6a/0132055398v1.jpeg "Der Akku-Rohrschneider des Typs M18 Fuel Fpcs-502X von Milwaukee wiegt inklusive Akku keine vier Kilogramm. Aber das ist längst nicht der einzige Pluspunkt für den Anwender ... (Bild: Milwaukee Tool)")
:quality(80)/p7i.vogel.de/wcms/ea/5d/ea5d894e03b9c7f8eac1cdd5f7d736a4/0132048074v1.jpeg "Links ist ein sogenannter Pressluftatmer des Modells M1 vom Hersteller MSA zu sehen. Rechts daneben handelt es sich um dessen Trageplatte. Letztere wird aus dem BASF-Polyamid Ultramid A3XZC3 ESD gefertigt, wie man aus Ludwigshafen erfährt – aber auch, warum das so ist ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/20/70/20702478c0417c3d49f7678f5fc69be5/0132235643v1.jpeg "Damit die Luft über deutschen Industriekaminen in Zukunft klarer werden soll, hat der Bundestag am 9. Juli das EU-Gesetz zu strengeren Schadstoffausstoß-Regeln gebilligt. (Bild: W. Finnigan)")
:quality(80)/p7i.vogel.de/wcms/38/8c/388ca047662e1fa38248383d02478972/0132225646v1.jpeg "Gravierende Veränderungen stehen bei Hüttenwerke Krupp Mannesmann (HKM) an. Denn jetzt übernimmt die Salzgitter AG alle Anteile. Leider wird das die meisten Jobs bei HKM kosten. Auch die jährliche Rohstahlproduktion soll eingedampft werden, damit die Zukuft sicher ist ... (Bild: HKM)")
:quality(80)/p7i.vogel.de/wcms/56/28/56280b9f1d141d211a5a21969985fe22/0132185470v1.jpeg "Das kennt so gut wie jeder! Ein gewöhnliches Flugzeugtriebwerk, das mit fossilen Brennstoffen für Schub sorgt. Doch weil das der Umwelt nicht guttut, treiben MTU und Airbus die Entwicklung von Brennstoffzellen-Triebwerken voran ... (Bild: MTU)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Umformtechnik Schwungrad raus – Servomotor rein
Die Firma Hatebur bietet ihre Kaltumformmaschine neu auch mit einem Direktantrieb an – anstelle eines herkömmlichen Antriebs mit Schwungrad. Dazu setzt das Unternehmen auf einen Servomotor von Siemens und erreicht eine völlig neue Flexibilität beim Umformprozess.
Anbieter zum Thema
Wie entstehen eigentlich komplexe Metallformteile, Schraubenmuttern oder Schlauchstutzen? Bei großen Mengen werden sie in der Regel nicht zerspanend hergestellt oder gegossen, sondern in die gewünschte Form gepresst. Dabei wird Stahl – kalt oder erwärmt – in mehreren Stufen mit progressiven Werkzeugen und durch den Einsatz hoher Presskräfte geformt. So entstehen beispielsweise auch Zündkerzenkörper und Verbindungsteile für den Automobilbau oder Kettenrollen für Förderbänder – nahezu ohne Materialverlust.
Beim Umformen von Stahl sind gewaltige Kräfte im Spiel. So verwundert es nicht, dass die horizontale Kaltumformmaschine, die der Maschinenbauer Hatebur entwickelt hat, eindrückliche 60 Tonnen auf die Waage bringt. Allein der Maschinenkörper wiegt 30 Tonnen. Damit verleiht er der Maschine die nötige Stabilität und Steifigkeit, wenn der Pressschlitten während des Umformprozesses mit einer Presskraft von maximal 250 Tonnen nach vorne fährt und bis zu 180 Werkstücke pro Minute aus der Maschine rattern. Beim Ausgangsmaterial für die Presse mit dem Namen Coldmatic CM725 sprechen die Fachleute zwar von einem „Draht“; dieser kann jedoch einen stattlichen Durchmesser von zwei Zentimetern erreichen. Der Draht wird ab einem Haspel durch einen Richtapparat in die Umformmaschine gezogen. Die in der Maschine kalt gescherten Abschnitte werden von Zangen gegriffen und im mehrstufigen Werkzeug der Maschine nacheinander umgeformt.
Deutlich flexibler umformen
Bisher bestückte Hatebur seine Umformmaschine mit einem herkömmlichen Antrieb. Ein eher kleiner Asynchronmotor setzte ein großes Schwungrad mit fast einem Meter Durchmesser und einem Gewicht von über 1000 kg in Bewegung. Dieses übertrug die Kraft über ein Getriebe auf Zahnräder und Kurvenscheiben, die für die Vorschubbewegung des Pressschlittens und der Nebenantriebe wie Auswerfer und Schere sorgten. Die Drehzahl des Motors war dabei konstant.
Mit der neusten Ausführung der Horizontalpresse gelingt dem Unternehmen, das seit der Gründung 1930 im Familienbesitz ist, eine innovative Weiterentwicklung: Der traditionelle mechanische Antrieb des Pressschlittens wurde durch einen Servomotor ersetzt. Bei einem Servomotor lassen sich Beschleunigung, Drehzahl und die Winkelposition der Motorwelle flexibel steuern. Andreas Maritz, Innovationsmanager bei Hatebur, sieht klare Vorteile bei der neuen Technologie: „Wir können nun den Hauptantrieb sowie die bestehenden Servoantriebe des Drahteinzugs, des Quertransports und der Zangen programmieren und alle Bewegungen der Maschine flexibel aufeinander abstimmen. Das erlaubt uns, für jedes Werkstück die optimalen Einstellungen zu wählen. Lange Teile können beispielsweise langsam transportiert werden, damit die Maschine sie sicher greift und kein Stück verloren geht oder verrutscht. Oder wir formen bei Bedarf zugunsten der Werkzeugstandzeit etwas langsamer um, transportieren dafür schneller. Das heißt, dass durch die bedarfsgerechte Anpassung der Kinematik der Prozess bei mindestens gleicher Produktivität verbessert wird.“
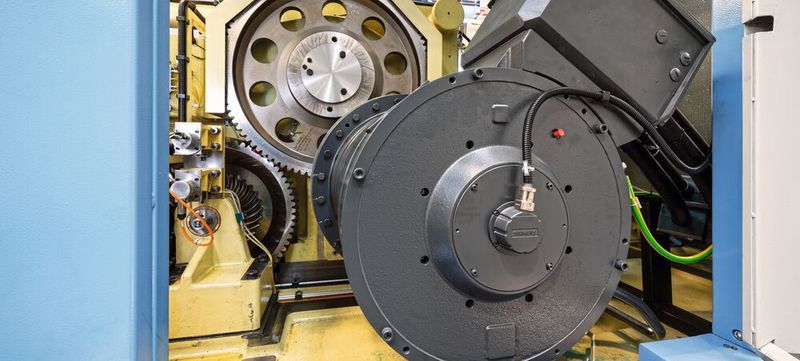
Wo bisher das große Schwungrad die Kraft für die Umformung bereitstellte, thront nun ein Simotics-T-1FW3-Torquemotor mit einer Leistung von 500 kW und einem Drehmoment von 8150 Nm. „Glücklicherweise passte der Motor nahezu perfekt in die Maschine“, so Maritz. „Das erlaubt uns, unsere Maschinen sowohl mit dem bisherigen Antrieb als auch mit einem sogenannten Direktantrieb ohne Schwungrad anzubieten.“ Die Leistungsfähigkeit des Direktantriebs ist vergleichbar mit derjenigen eines Antriebs mit Schwungrad, dazu muss aber ein Teil der kinetischen Energie im kompletten Antriebsstrang genutzt werden. Der dadurch relativ klein ausfallende Motor erlaubt es, die Geschwindigkeit über eine Kurbelwellenumdrehung gezielt zu variieren.
Wartungsfreundlich dank weniger Verschleiß
„Wir liebäugelten schon länger damit, unsere Maschinen mit einem Direktantrieb zu versehen, und waren dafür auch in Kontakt mit Siemens“, erinnert sich Maritz. Als ein langjähriger Kunde aus der Umgebung vor rund zwei Jahren erneut eine Maschine orderte, ließ er sich von der neuen Technologie überzeugen.
Der Kunde, ein Zulieferer für die Automobilbranche, wird sich auch beim Unterhalt der Anlage freuen: Zahlreiche Verschleißteile wie Kupplung, Bremsen oder Keilriemen fallen weg, was die Maschine deutlich wartungsärmer macht. Maritz präzisiert: „Wenn wir langsamer umformen, müssen die Werkzeuge weniger oft ersetzt werden. Ein stabiler, ruhiger Transport verhindert, dass ein Werkstück schräg in die Matrize gelangt.“ Dass das Schwungrad nicht mehr in Gang gesetzt und abgebremst werden muss, spart Zeit im täglichen Betrieb, zum Beispiel beim Werkzeugwechsel.
Mit Siemens weltweit erfolgreich
Die dicken Kabel machen deutlich: Hier fliessen große Ströme – bis zu 1430 A –, um die gewaltige Maschine mit einer Umformarbeit bis 18 kJ zu betreiben. Die Energie für den Umformprozess, die früher im Schwungrad gespeichert war, muss nun anders bereitgestellt werden. Luftgekühlte Kondensatoren sorgen dafür, dass keine zu großen Leistungsschwankungen das Netz belasten. Sie werden mit Netzstrom aufgeladen, speichern die Energie, bis wieder umgeformt wird, und glätten so den Leistungsverlauf. Dank dieser nahezu konstanten Anschlussleistung fallen dem Betreiber keine hohen Kosten für große Leistungsspitzen an.
Dass sich die Firma Hatebur, die weltweit rund 300 Mitarbeitende beschäftigt, bei diesem Projekt für Siemens entschieden hat, ist kein Zufall. „Wir verwenden standardmäßig Steuerungen von Siemens“, erklärt Elektroingenieur Pascal Schwarz, der die Steuerung des Direktantriebs, basierend auf einer Simatic S7-1500TF, mitentwickelt hat. „Da wir unsere Maschinen rund um den Globus vertreiben, schätzen wir zudem den weltweiten Service von Siemens“. Dass Siemens alle Antriebskomponenten – Schaltschrank, Motor und Pressensteuerung – ab Werk lieferte, war ein weiteres Plus und nicht zuletzt stimmte auch der Preis.
Effiziente Automation mit dem Simatic-Simapress-Servo-Standard
Für die effiziente Automatisierung hat Siemens den Simatic-Simapress-Servo-Standard mit vorgefertigten Software-Bausteinen speziell für Servopressen mit einer Simatic-Steuerung entwickelt. „Wir nutzen für unsere Pressen eine eigene, über Jahre entwickelte Software und verwenden Teile des Simapress-Servo-Standards, um den Direktantrieb zu steuern“, erklärt Schwarz. Mit seinen Fragen habe sich Schwarz jederzeit an das Siemens Application Center APC wenden können.
Bald wird die Maschine an den Kunden geliefert, ans Stromnetz angeschlossen und nimmt die Produktion auf – Plug-and-play eben. Maritz und sein Team freuen sich, dass die Neuentwicklung unter realen Produktionsbedingungen zum Einsatz kommt, und sehen für den Direktantrieb in der Umformtechnik ein großes Potential.
Dieser Artikel erschien zuerst auf unserem Partnerportal www.maschinenmarkt.ch
(ID:48114070)
:quality(80)/p7i.vogel.de/wcms/3b/dc/3bdcb1e889aa53a8412bdf462d8b86a1/0127869229v2.jpeg "Die Baureihe Servo wurde Ende 2024 auf den Markt gebracht und ist die erste Presse von Hürsan Pres mit servohydraulischem Antriebssystem. (Bild: Baumüller)")
:quality(80)/p7i.vogel.de/wcms/90/5d/905d29cd38f3cb8dbfec50bb51840f6c/0129423302v2.jpeg "Schraubenkopfumformung mit Wärme: In der Induktionsstufe werden die Köpfe der Rohlinge auf über 1.000 °C erwärmt. (Bild: Aachener Maschinenbau)")