:quality(80)/p7i.vogel.de/wcms/21/7b/217bb01a59f1f7963473ba4ba875d624/0132332572v1.jpeg "Trumpf aus Ditzingen gibt bekannt, dass man den US-amerikanischen Biege- und Stanzwerkzeughersteller Mate Precision Technologies übernommen hat. Lesen Sie hier, wofür dieser Schritt gut sein soll ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/a1/2f/a12fb240e5f1259f7bb5937f742fc7f0/0113143253v1.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/2a/fe/2afe1b1c986d07ec8b12d98ffd556722/0132120606v2.jpeg "Außenaufnahme WK Metall GmbH (Bild: WK Metall GmbH)")
:quality(80)/p7i.vogel.de/wcms/2c/1c/2c1cfea7f88a171670687b6718b18d09/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/0a/20/0a20d53247a50116929d102dc0b035c4/0132212438v1.jpeg "Die Montage des Unterbodenschutzes bei Fahrzeugen belastet meistens die Mitarbeiter mehr als andere Jobs. Deshalb versuchen Forscher des Fraunhofer IWU den Prozess zu automatisieren. Das ist aber nicht so einfach! Hier erklären die Experten aber, was man dennoch machen kann ... (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/50/d9/50d90ae2e3723852afa7af9f896d5cfa/0132136237v1.jpeg "Das Rührreibschweißen kennen einige vielleicht. Damit kann man sogar unterschiedliche Metalle miteinander verbinden. Forscher haben nun einen neuen Ansatz für diese Art der Fügens im Auge, welcher der Industrie neue Vorteile ins Spiel bringen kann ... (Bild: IKT)")
:quality(80)/p7i.vogel.de/wcms/92/d4/92d493ff6680ff4f705b4ec885ac8a07/0132073916v1.jpeg "Jetzt gibt es endlich eine Säge mit XXL-Drehtisch, damit man sozusagen tonnenschwere Kunststoff- oder Faserverbundwerkstoff-Platten oberflächenschonend und flott schneiden kann. Sie heißt FK-6 und gebaut hat sie IMA Schelling Precision. Lesen Sie hier, was man gemacht hat ... (Bild: IMA Schelling Precision)")
:quality(80)/p7i.vogel.de/wcms/ff/4d/ff4db97f4a82f607c26bf3729f365daf/0132296234v1.jpeg "KI für Europa! Trumpf informiert, dass man nun Partner des KI-Netzwerkes IPAI aus Heilbronn ist. Die Ditzinger bringen nicht zuletzt praxisgerechte KI-Erfahrung mit, wie etwa den Sortmaster Vision in Kombination mit dem Sortmaster Station, was hier zu sehen ist. Hier mehr dazu ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/5f/5b/5f5baccd02f6a2553093b05e493b4975/0132235826v1.jpeg "Nicht ganz ohne Gruselfaktor! Ubtech hat jetzt seine neue Modellreihe ultra-bionischer Roboter vorgestellt. Sie heißt Uworld U1 und soll von der Industrie bis zum Verbraucher vermarktet werden. Hier mehr zu dieser Vision, die längst keine mehr ist, wie es scheint ... (Bild: Ubtech Robotics)")
:quality(80)/p7i.vogel.de/wcms/3c/f1/3cf145b2aad655d1e2d934b14e81b1b7/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/83/bc/83bc18578a721d095f70c82b49373ffc/0132119368v1.jpeg "Am Fraunhofer-Institut für Angewandte Polymerforschung (IAP) hat man neue Metalleffektpigmente entwickelt, die spritzgegossenen Kunststoffteilen einheitliche Oberflächen geben. Links ein üblich ausgerüstetes Teil (schwarzer Streifen), rechts mit Spezialpigmenten – ohne Streifen. (Bild: Fraunhofer IAP / J. Galties)")
:quality(80)/p7i.vogel.de/wcms/09/cb/09cbd409df916c7787b94754b41bd570/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/f0/57/f05707bff926bf27e2151eb13ed27975/0132257018v1.jpeg "Länger ohne Mehr! Der Autobranchenexperte Ferdinand Dudenhöffer ist angesichts der Lage bei Volkswagen dafür, dass für einige Jahre die 35-Stunden-Woche ad acta gelegt werden sollte, damit Erholung kommen kann ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/55/d5/55d5011860c1751565f5cf77bbe25b29/0132010251v1.jpeg "Kann gemacht werden! Die EU-Staaten haben abgestimmt und sind offensichtlich der Meinung, dass man den geplanten US-Zolldeal umsetzen sollte ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/ca/0d/ca0d6632fa92920cb82c045bb669f7b5/0132312707v2.jpeg "Der neu entwickelte Dreirad-Elektro-Gegengewichtsstapler EFG 220i von Jungheinrich steht für effiziente, leistungsstarke Materialflüsse im 48-Volt-Segment und kann bis zu 2 Tonnen tragen. (Bild: Jungheinrich)")
:quality(80)/p7i.vogel.de/wcms/67/ea/67eaa739f38223c424296ceac173d2c9/0132290713v2.jpeg "Hubtex beherrscht den vollelektrischen Sonderbau für schwere und sensible Transportprozesse, mit geschützten Komponenten und einem robusten Fahrwerkskonzept für präzise Lastführung. (Bild: Hubtex)")
:quality(80)/p7i.vogel.de/wcms/da/94/da942b13a8bfbbdd3495a10524bcd324/0132241766v2.jpeg "Aufstellung zur Übergabe des 100.000sten aufgearbeiteten Gebrauchtstapler (v.l.): Jungheinrich-Vertriebsvorständin Nadine Despineux, MVN-Geschäftsführer Giuliano Santi und Tino Alban, Werkleiter Jungheinrich-Gebrauchtgeräte-Zentrum Dresden. (Bild: Jungheinrich)")
:quality(80)/p7i.vogel.de/wcms/56/3d/563d1adbe480f221fd0be38c6d288bae/0132223933v2.jpeg "Vapic präsentiert auf der AMB 2026 sein Portfolio für die industrielle Teilereinigung – von Sonderanlagen über Lohnreinigung bis hin zu Reinigungschemie für unterschiedliche Fertigungsanforderungen. (Bild: vapic)")
:quality(80)/p7i.vogel.de/wcms/a1/11/a111053e08c42b0a7be8a67d9c060b18/0132335943v2.jpeg "Komplexe Baugruppen werden in «classmate PLAN» übersichtlich abgebildet und kalkuliert. (Bild: Simus / Kaysser)")
:quality(80)/p7i.vogel.de/wcms/38/ae/38ae7317b9cfd95e677129f7a87a93b6/0132335933v1.jpeg "Betram Brossardt, Hauptgeschäftsführer der Verbände Bayme und VBM, hat im Rahmen einer Pressekonferenz in München ein düsteres Bild der Lage in der bayerischen Metall- und Elektrobranche zeichnen müssen ... (Bild: VBW)")
:quality(80)/p7i.vogel.de/wcms/ed/b7/edb7d1e38c7507c63c0a4edd9f972982/0132333702v1.jpeg "Ein Stellenabbau prägt das Bild der Industrielandschaft. Damit gefährdete Mitarbeiter leichter einen neuen Job finden, hat die Politik beschlossen, dass sie mehrere Wochen probehalber bei einem potenziellen neuen Arbeitgeber zum Test arbeiten dürfen – trotz bestehendem Arbeitsvertrag. (Bild: G. Steinert)")
:quality(80)/p7i.vogel.de/wcms/a8/06/a806ef1e1eb65074f4062d1436438e4f/0132332755v1.jpeg "Kein Ende in Sicht! Die deutsche Industrie streicht seit längerer Zeit Stellen über Stellen. Die Nürnberger Bundesagentur für Arbeit hat sich die Zahlen jetzt näher angeschaut. Hier die Ergebnisse ... (Bild: Bundesagentur für Arbeit)")
:quality(80)/p7i.vogel.de/wcms/56/28/56280b9f1d141d211a5a21969985fe22/0132185470v1.jpeg "Das kennt so gut wie jeder! Ein gewöhnliches Flugzeugtriebwerk, das mit fossilen Brennstoffen für Schub sorgt. Doch weil das der Umwelt nicht guttut, treiben MTU und Airbus die Entwicklung von Brennstoffzellen-Triebwerken voran ... (Bild: MTU)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
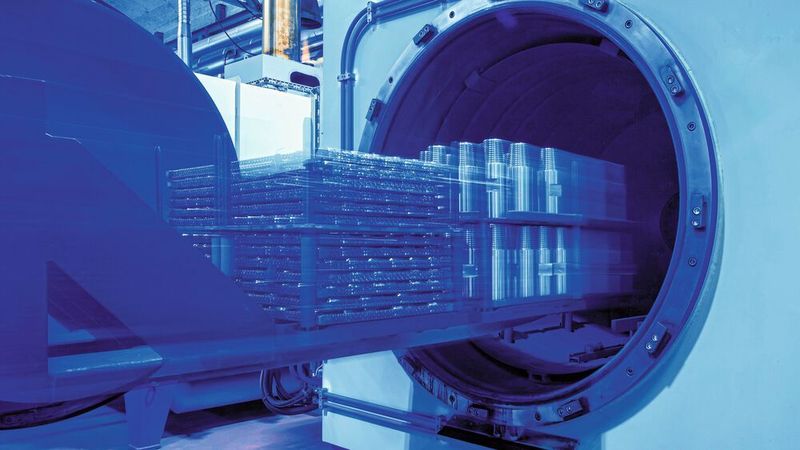
Beschichten So gelingt das Härten von nichtrostenden Stählen
110 Jahre werden nichtrostende Stähle schon angewandt. Sie haben sich in vielen Bereichen bewährt. Durch eine geeignete Wärmebehandlung lässt sich ihr Anwendungsgebiet nochmals deutlich erweitern.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/30200/30217/65.jpg "LOGO.jpg ()")
Mit der Industrialisierung im 19. Jahrhunderts wurden immer häufiger auch aggressive Medien wie Säuren und chlorhaltige Medien verarbeitet. Die Forderung nach beständigeren Metallen wurde drängend. In den Krupp-Werken in Essen wurde intensiv geforscht. 1912 wurden die „Versuchsschmelze 2 Austenit“ und „Versuchsschmelze 4 Austenit“, besser bekannt als V2A und V4A, als Legierungssysteme definiert und zum Patent angemeldet. Der Name für den Stahl kommt übrigens daher, dass man damals versuchte, austenitische Stahlsorten durch eine Legierung von Eisen, Chrom und Nickel herzustellen. So steht das „V“ für Versuch und das „A“ für Austenit. Die V2A Stähle sind mit Chrom und Nickel legiert, bei V4A kommt noch das Element Molybdän hinzu. Noch heute werden unter diesen Begriffen nichtrostende Stähle bezeichnet, die höheren Anforderungen an die Korrosionsbeständigkeit entsprechen.
Weniger Kohlenstoff, dafür mehr Nickel
Diese Stähle wurden in vielen Bereichen angewandt: im Hausbau, in der Schifffahrt, in chemischen Anlagen bis zu medizinischen Instrumenten und Haushaltsbestecken. Heute wird V2A in seiner ursprünglichen Variante nicht mehr hergestellt. Seine Werkstoffnummer ist 1.4300, die Legierungskennung X12CrNi18-8. Diese Bezeichnung bedeutet, dass der Stahl weniger als 0,12 Prozent Kohlenstoff, 17 bis 19 Prozent Chrom und 7 bis 9 Prozent Nickel enthält. Dazu kommen noch andere Elemente, wie z. B. Schwefel, Mangan oder Phosphor.
Heute enthalten V2A-Stähle deutlich weniger Kohlenstoff, dafür aber mehr Nickel. V2A ist ein häufig verwendetes Material, das sich relativ gut verarbeiten und polieren lässt. Über 50% aller Edelstähle kann man dieser Gruppe zuordnen und zahlreiche rostfreie Haushaltsgegenstände sind daraus gefertigt: Spülbecken, Geländer und Besteck sind nur einige Beispiele für die vielfältige Verwendung dieses Werkstoffes. Weil V2A gegen Chloride nicht beständig ist, wurde der Werkstoff V4A mit rund zwei Prozent Molybdän aufgewertet. Er ist korrosionsbeständig und wird in Schwimmbädern, Salzwasser und in der chemischen Industrie eingesetzt. Er ist, wie V2A auch, gut kalt umformbar. Er kann gebogen, tiefgezogen und auch gestanzt werden.
:quality(80)/images.vogel.de/vogelonline/bdb/1899700/1899732/original.jpg "(Härterei Gerster)")
:quality(80)/images.vogel.de/vogelonline/bdb/1899700/1899733/original.jpg "(Härterei Gerster)")
Das Problem der Verschleiß- und Fressbeständigkeit
Bei allen Vorteilen, den diese Stähle dem Konstrukteur boten und bieten, blieb jedoch ein Problem bestehen: Diese Stähle weisen ein austenitisches Gefüge auf. Sie waren daher weich und ließen sich nicht härten. Diese mangelnde Härte machte sie anfällig gegen Verschleiß- und Fresserscheinungen. Das ist widerrum für viele technische Anwendungen ein echter Nachteil.
Mit der Entwicklung von martensitischen Stählen und Duplex-Stählen waren nichtrostende Stähle zwar korrosionsbeständiger – aber nicht verschleißbeständiger.
Härten nichtrostender V2A- und V4A-Stähle
Keine der gängigen und häufig genormten Wärmebehandlungen für nichtrostende Stähle brachten eine Lösung. Eher zufällig wurde in den 1980er Jahren entdeckt, dass nichtrostende Stähle der V2A- und V4A-Familien bei vergleichsweise tiefen Behandlungstemperaturen auf eine sehr spezielle Wärmebehandlung ansprechen: dem Nitrieren bzw. Nitrocarburieren. Dabei nimmt die Randschicht des nichtrostenden Stahls große Mengen an Stickstoff und/oder Kohlenstoff auf. Eine Diffusionszone hoher Härte im Randbereich entsteht. Diese wird als ausgedehnter Austenit bezeichnet – häufig wird auch von S-Phase gesprochen. Die Behandlungstemperatur bei solchen Prozessen liegt so tief, dass sich in der Diffusionszone keine für die Korrosionsbeständigkeit schädlichen Ausscheidungen, wie Chromnitride oder Chromkarbide, bilden.
Harte Diffusionszone macht Austeniten verschleißbeständiger
Mit dem Hard-Inox-S, dem Niedertemperatur-Nitrocarburieren hat die schweizerische Härterei Gerster ein Verfahren entwickelt, bei dem die Diffusionszone einen Härtegradienten aufweist und ist bis zu 30 µm dick ist. Dabei liegt die Oberflächenhärte deutlich über den Werten, die bei Austeniten durch eine Kaltverformung erreichbar sind. Es werden Härten bis 1.200 HV0.1 gemessen.
Diese harte Diffusionszone im Randbereich macht Austeniten verschleißbeständiger, insbesondere gegen abrasiven Verschleiß.
Verzahnungsteile in der Mikrotechnik
Vor allem bei Getrieben in einem chemisch aggressivem Umfeld, wie in der Mikroantriebstechnik, werden korrosionsbeständige Verzahnungsteilen eingesetzt. Dabei sind die tribologischen Beanspruchungen, die auf die Zähne solcher Bauteile einwirken, bekannt:
- Reibkontakt, was zu einem Zahnverschleiß und Fresserscheinungen führen kann.
- Herztsche Spannungen, die die Grübchenbildung (Pitting) begünstigen.
In solchen Fällen hat sich Hard-Inox-S bewährt. Die ca. 20 µm dicke Diffusionszone im Randbereich verhindert Abrasion und reduziert die Gefahr des Fressens.
Edelstahl-Schrauben neigen zum Fressen
Edelstahl-Schrauben aus austenitisch nichtrostendem Stahl neigen auch im kaltverfestigten Zustand zum Fressen. Solche Schraubverbindungen lassen sich manchmal nur noch sehr schwer lösen. Es kann vorkommen, dass die Schraube herausgebohrt werden muss. Eine Behandlung mit Hard-Inox-S beispielsweise verschiebt aufgrund der hohen Härtedifferenz der Schraubengewinde zum Gegengewinde ein mögliches Fressen zu sehr viel höheren Spannungen und Kräften.
Selbstschneidende Schrauben aus nichtrostendem Stahl können soweit gehärtet werden, dass die teure Verknüpfung mit einer Spitze aus Schnellarbeitsstahl wegfällt. Eine mit Hard-Inox-S gehärtete Schraubenspitze und die harten Gewindegänge ermöglichen ein direktes Einschrauben in den Gegenkörper.
Oberflächenhärte bei Rohrverbindungselementen
Schneidringverschraubungen werden als flüssigkeitsdichte Verbindungstechnik von Rohren für den Einsatz bei höchsten Drücken eingesetzt. Je nach Medium sind sowohl Rohre als auch Verschraubungen aus nichtrostendem Edelstahl. Einerseits müssen sich die Schneidringe beim Anziehen der Verbindung an das Rohr anschmiegen und deshalb ein gewisses Formveränderungsvermögen besitzen. Andererseits müssen die Schneidkanten in das Rohr eindringen, um eine Dichtung zu bewirken. Für eine ausreichende Oberflächenhärte sorgt eine Hard-Inox-S-Behandlung einer austenitischen V4A-Qualität.
Einsatz in verschleißenden Systemen
Werden nichtrostende austenitische mit Hard-Inox-S gehärtet:
- lässt sich die Beständigkeit gegen abrasiven Verschleiß deutlich verbessern.
- wird die Fressneigung aufgrund der großen Oberflächenhärte reduziert.
- wird die Korrosionsbeständigkeit nicht wesentlich beeinflusst und bleibt generell auf dem hohen Niveau des Ausgangsmaterials.
Damit erweitern Wärmebehandlungen wie Hard-Inox-S das Anwendungsfeld von nichtrostenden Stählen erheblich. Somit können sie auch in verschleißenden Systemen eingesetzt werden. (jup)
(ID:47781384)
:quality(80)/p7i.vogel.de/wcms/de/af/deaf259b48673db596683e30a3404b35/0127431501v1.jpeg "An der Hochschule Osnabrück hat man sich einen bekannten Effekt zur Verbesserung von Chrom-Nickel-Stahl vor die Brust genommen – der Zugabe von Aluminium. Das scheint jetzt ganz gut zu klappen und erste positive Erkenntnisse liegen auch bereits vor ... (Bild: Hochschule Osnabrück)")
:quality(80)/p7i.vogel.de/wcms/16/d1/16d18308966a33b572b0642d3b0baaf0/0126089483v2.jpeg "Der Katzenbergtunnel auf der A3 bei Würzburg setzt zur Be- und Entlüftung der nördlichen Tunnelröhre auf Ventilatoren aus korrosionsbeständigen Edelstählen. (Bild: WZV/Systemair)")