:quality(80)/p7i.vogel.de/wcms/2a/fe/2afe1b1c986d07ec8b12d98ffd556722/0132120606v2.jpeg "Außenaufnahme WK Metall GmbH (Bild: WK Metall GmbH)")
:quality(80)/p7i.vogel.de/wcms/2c/1c/2c1cfea7f88a171670687b6718b18d09/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/40/a0/40a0b2d9cd663e5521a527eef3d5dd39/0130909850v2.jpeg "Mit der Investition in eine hydraulische, mit Ziehkissen ausgestattete Umformpresse stärkt die Hans Eberle AG ihre Ausrichtung als Komplettanbieter für Blechteile und Baugruppen aus Blech. (Bild: SMM)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/50/d9/50d90ae2e3723852afa7af9f896d5cfa/0132136237v1.jpeg "Das Rührreibschweißen kennen einige vielleicht. Damit kann man sogar unterschiedliche Metalle miteinander verbinden. Forscher haben nun einen neuen Ansatz für diese Art der Fügens im Auge, welcher der Industrie neue Vorteile ins Spiel bringen kann ... (Bild: IKT)")
:quality(80)/p7i.vogel.de/wcms/92/d4/92d493ff6680ff4f705b4ec885ac8a07/0132073916v1.jpeg "Jetzt gibt es endlich eine Säge mit XXL-Drehtisch, damit man sozusagen tonnenschwere Kunststoff- oder Faserverbundwerkstoff-Platten oberflächenschonend und flott schneiden kann. Sie heißt FK-6 und gebaut hat sie IMA Schelling Precision. Lesen Sie hier, was man gemacht hat ... (Bild: IMA Schelling Precision)")
:quality(80)/p7i.vogel.de/wcms/3c/f1/3cf145b2aad655d1e2d934b14e81b1b7/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/0a/d9/0ad9cfa383c572930d699790e99c9580/0132016788v1.jpeg "Humanoide Roboter gelten als die Automation der Zukunft, bei der Kompetenzen aus unterschiedlichen Disziplinen zusammenkommen. Die Messe Automatica 2027, veranstaltet von der Messe München, wird das Thema deshalb nicht umsonst ganz groß aufziehen ... (Bild: Messe München / M. Broenner)")
:quality(80)/p7i.vogel.de/wcms/d6/2f/d62fdbde54921cedb63ab6d40a1aa1de/0131971039v2.jpeg "Mit dem EasyGrinder festigt Minerd & Sons seine Position als technologischer Vorreiter. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/6d/5d/6d5d6c27f2fee19df504bad3ca550497/0131834600v1.jpeg "Acht vollautomatische Produktionskreissägen längen stangenförmige Halbzeuge bis 180 Millimeter Durchmesser bei SEW-Eurodrive in der Smart Factory Halle Nord bei Karlsruhe auf Sollmaß ab. Die Versorgung geschieht über Kasto-Systeme. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/83/bc/83bc18578a721d095f70c82b49373ffc/0132119368v1.jpeg "Am Fraunhofer-Institut für Angewandte Polymerforschung (IAP) hat man neue Metalleffektpigmente entwickelt, die spritzgegossenen Kunststoffteilen einheitliche Oberflächen geben. Links ein üblich ausgerüstetes Teil (schwarzer Streifen), rechts mit Spezialpigmenten – ohne Streifen. (Bild: Fraunhofer IAP / J. Galties)")
:quality(80)/p7i.vogel.de/wcms/09/cb/09cbd409df916c7787b94754b41bd570/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/55/d5/55d5011860c1751565f5cf77bbe25b29/0132010251v1.jpeg "Kann gemacht werden! Die EU-Staaten haben abgestimmt und sind offensichtlich der Meinung, dass man den geplanten US-Zolldeal umsetzen sollte ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/fe/80/fe8074360a4b127a5476f1d210c47c6a/0132055398v1.jpeg "Der Akku-Rohrschneider des Typs M18 Fuel Fpcs-502X von Milwaukee wiegt inklusive Akku keine vier Kilogramm. Aber das ist längst nicht der einzige Pluspunkt für den Anwender ... (Bild: Milwaukee Tool)")
:quality(80)/p7i.vogel.de/wcms/ea/5d/ea5d894e03b9c7f8eac1cdd5f7d736a4/0132048074v1.jpeg "Links ist ein sogenannter Pressluftatmer des Modells M1 vom Hersteller MSA zu sehen. Rechts daneben handelt es sich um dessen Trageplatte. Letztere wird aus dem BASF-Polyamid Ultramid A3XZC3 ESD gefertigt, wie man aus Ludwigshafen erfährt – aber auch, warum das so ist ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/ba/10/ba10c48e177aa550977a16a34021c8ff/0131953069v1.jpeg "Fixer als es mit Winkelschleifer & Co. möglich gewesen wäre, verrundet Kollinger-Geschäftsführer Markus Kollinger mit dem Trumpf-Kantenfräser Trutool TKA 700 eine Kante eines Aluminiumblechs für das Scheibenpferd. Einfach Schutzbrille auf, Handschuhe an, Kantenfräser einschalten – und schon geht’s los! (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/aa/53/aa53845fd159bc3b6c9972dc5b686398/0131950116v1.jpeg "Dieser Mitarbeiter einer Firma gehört zur Spezies der Alleinarbeiter. Manchmal kann es entspannend sein, quasi sein eigener Herr zu sein, doch was ist, wenn ein Notfall vorliegt. Dann retten etwa Totmannschalter von Almas Industries (hier am Gürtel befestigt) Leben ... (Bild: Almas Industries)")
:quality(80)/p7i.vogel.de/wcms/97/c5/97c5d7ccbc18839adff99b88c0382538/0132158228v1.jpeg "Die Belegschaften der deutschen Autokonzerne gehen zunehmend auf die Barrikaden. Zwei dpa-Autoren sind mal den Ursachen auf den Grund gegangen. Dabei kristallisierten sich drei Hauptprobleme heraus, die für Ärger sorgen ... (Bild: IG Metall)")
:quality(80)/p7i.vogel.de/wcms/9f/34/9f344a160cddbfa0a60ec8202477ad74/0132144916v1.jpeg "Die Nachrichtenagentur Reuters hat erfahren, dass Airbus nun plant, in diesem Jahr noch auf eine Auslieferungszahl an Verkehrsmaschinen von rund 900 Stück zu kommen ... (Bild: Airbus)")
:quality(80)/p7i.vogel.de/wcms/ea/48/ea486fef7caf68db663304097cc8c831/0132142400v1.jpeg "Rekordauftrag für U-Boot-Bauer TKMS. Kanada hat ambitionierte Pläne, um seine lange Küste zu schützen. Das soll in einiger Zeit mithilfe von einem Dutzend U-Booten des Modells 212CD garantiert werden ... (Bild: TKMS)")
:quality(80)/p7i.vogel.de/wcms/56/35/563571d43e2eebd131be6039453cd40d/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Schweißen Lichtbogen-Höhensteuerung beim WIG-Schweißen von Aluminium
Beim Wechselstromschweißen von Aluminiumwerkstoffen galt die Kontrolle der Lichtbogen-Höhensteuerung (AVC) bisher als größte Hürde. Sie reagiert äußerst sensibel, sobald ein Phasenwechsel unsauber durchgeführt wird. Nun kann die Zuverlässigkeit der AVC-Funktion sogar garantiert werden.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/47600/47626/65.jpg "LOGO.jpg ()")
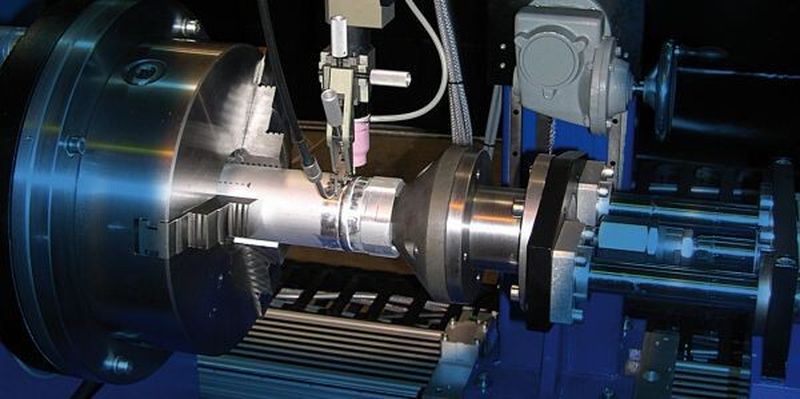
Die größten Schwierigkeiten beim Wechselstromschweißen von Aluminiumwerkstoffen ist die Kontrolle der Lichtbogen-Höhensteuerung (AVC). Sobald ein Phasenwechsel unsauber durchgeführt wird, reagiert diese nämlich sehr sensibel. Die Hürde galt es zu überwinden, um den Einsatz der AVC für das Wechselstromschweißen von Aluminium und seinen Legierungen mit der Polysoude-Steuerung PC 350 AC/DC und der Stromquelle Tetrix 351 zur Anwendungsreife zu bringen. Die Entwicklungsarbeiten führten zwei Unternehmen gemeinsam durch: Polysoude war für das einwandfreie Arbeiten der AVC-Funktion verantwortlich, während EWM Hightech Welding seine Kompetenz bei der Entwicklung maßgeschneiderter Stromquellentechnik einbrachte.
Funktionsgarantie für AVC-Funktion unter „normalen“ Bedingungen
Die Zuverlässigkeit der AVC-Funktion beim Wechselstromschweißen wird von Polysoude als bedeutendes Alleinstellungsmerkmal angesehen. Tatsächlich sind nur sehr wenige Hersteller in der Lage, eine Funktionsgarantie für die AVC-Funktion unter „normalen“ Betriebsbedingungen zu geben.
Das Orbitalschweißen von Rohrleitungen aus Aluminium erweist sich als besonders vorteilhaft bei Anwendungen in der Kryogenie (Kälteerzeugung) und in der Nuklear-industrie, in welchen ein hohes Qualitätsniveau gefordert ist. Die Stärken eines automatisierten Verfahrens liegen in der Rückverfolgbarkeit und Reproduzierbarkeit der Parameter dank der Steuerungselektronik der Schweißstromquellen. Aufgrund dieser Reproduzierbarkeit lassen sich ausgereifte Schweißanweisungen erstellen, mit denen eine konstante Schweißnahtqualität erreicht werden kann.
Um das erfolgreiche Schweißen von Aluminium und Aluminiumlegierungen mit Wechselstrom zu ermöglichen, müssen die Schweißanweisungen folgendne Eigenschaften Rechnung tragen:
- thermische Leitfähigkeit des Werkstoffes;
- Oxidhäute auf der Werkstoffoberfläche;
- Neigung zur Porenbildung.
Thermische Leitfähigkeit der Aluminiumwerkstoffe kompensieren
Die hohe Wärmeleitfähigkeit der Aluminiumwerkstoffe muss kompensiert werden. Deshalb ist es wichtig, beim Verbindungsschweißen auf gleiche Werkstückdicke zu achten und die Dicke des Steges bei der Schweißnahtvorbereitung gering zu halten. Zudem sollte der Öffnungswinkel bei V-Naht-Vorbereitung mindestens 40° betragen, damit man eine ausreichende Zugänglichkeit und ein gutes Kantenaufschmelzverhalten erhält.
Oxidhäute auf Oberflächen entfernen, um Schweißfehler zu vermeiden
Oxidhäute auf der Oberfläche verschlechtern die Schweißeignung, denn sie enthalten Kristallwasser und absorbieren Feuchtigkeit (die Ursache für Porenbildung). Außerdem schmelzen sie nicht: die Einschlüsse im Schweißgut bestehen aus unaufgeschmolzenen Oxiden und führen zu Schweißfehlern in Form von Rissen oder unzureichendem Einbrand. Deshalb muss vor dem Schweißen die Oxidhaut von der Oberfläche durch spanende Bearbeitung, Beizen oder Abkratzen entfernt und die Innenkante des Steges leicht gebrochen werden.
Mit Porenbildung beim Schweißen von Aluminium rechnen
Beim Schweißen von Aluminiumwerkstoffen muss stets mit Porenbildung durch Wasserstoff gerechnet werden. Zum einen ist dessen Löslichkeit in Aluminium im festen Aggregatzustand äußerst gering, zum anderen erfolgt der Übergang von flüssigem Aluminium in den festen Aggregatzustand sehr schnell. In 90 % aller Fälle stammt der Wasserstoff von unreinen Werkstückoberflächen oder aus Feuchtigkeit, die die auf der Werkstückoberfläche befindlichen Oxide absorbiert haben.
In einigen Fällen stammt er aus dem Grundwerkstoff selbst oder aus dem Zusatzwerkstoff. Um die Porenbildung weitestgehend zu vermeiden, sollten folgende Regeln beachtet werden:
- ausschließlich saubere und trockene Werkstoffe einsetzen;
- Zusatzwerkstoffe sorgfältig vor Verunreinigungen schützen;
- zu verschweißende Oberflächen reinigen;
- auf gute Schutzgasabdeckung achten;
- Werkstücke vorwärmen (100 °C).
Aluminium bevorzugt mit Wechselstrom schweißen
Für das Schweißen von Aluminium und seinen Legierungen kommt bevorzugt Wechselstrom zum Einsatz. Bei der Beaufschlagung mit Wechselstrom wird die Elektrode abwechselnd als positiver Pol (Anode) und als negativer Pol (Kathode) geschaltet.
Während der anodischen Schaltung als positiver Pol werden die auf der Werkstückoberfläche haftenden Oxide aufgebrochen (Reinigungshalbwelle). Während der kathodischen Schaltung der Elektrode als negativer Pol wird die zum Schmelzen des Werkstoffes notwendige Wärme in das Werkstück eingebracht, gleichzeitig kann die Elektrode dabei abkühlen (Kühlhalbwelle. Der Quotient aus der Zeit der Reinigungshalbwelle und der Gesamtzeit einer Periode wird in Prozent ausgedrückt als Reinigungsverhältnis beziehungsweise Balance bezeichnet.
Je größer der Wert des Reinigungsverhältnisses wird, umso länger wird die Dauer der Reinigungshalbwelle. Dabei steigt die „Sauberkeit“ der Schweißung – es verringert sich also die Porenbildung. Allerdings verkürzt sich dadurch auch die Standzeit der Elektrode beträchtlich. Die folgende Faustformel kann zur Abschätzung des notwendigen Elektrodendurchmessers benutzt werden: (Elektrodendurchmesser [mm] × 100 A) - 80 A = maximaler Schweißstrom.
Gepulster oder ungepulster Schweißstrom kann verwendet werden
Der Kehrwert der Schwingungszeit (T) gibt die Anzahl der Schwingungen pro Sekunde an und wird als Frequenz (f) des Wechselstroms bezeichnet. Während Schweißströme mit höheren Frequenzen (von 60 bis 120 Hz) besonders bei kleineren Werkstückdicken (≤ 1,5 mm) angewendet werden, bleiben die Schweißströme mit niedrigeren Frequenzen (um 50 Hz) den Schweißungen an relativ dickwandigen Bauteilen (≤ 3 mm) vorbehalten. Beim Schweißen mit Wechselstrom kann gepulster oder ungepulster Schweißstrom verwendet werden, die Einstellwerte richten sich nach der Wandstärke der zu fügenden Werkstücke.
Lichtbogen-Höhensteuerung hält die Lichtbogenspannung konstant
Die Lichtbogenspannung wird zwischen der Wolframelektrode und der Masse gemessen und durch Regulieren des Abstandes zwischen Brenner und Werkstück konstant auf einem programmierten Wert gehalten. Dabei ergibt sich bei unveränderten Schweißparametern eine immer gleiche Lichtbogenlänge. Ändert sich die Schweißstromstärke, muss auch die Vorgabe der Lichtbogenspannung entsprechend geändert werden, um eine konstante Lichtbogenlänge zu behalten.
Änderungen der elektrischen Eigenschaften der Wolframelektrode (Abnutzung) haben die gleichen Auswirkungen. Durch die Lichtbogen-Höhensteuerung wird die Lichtbogenspannung konstant gehalten, der Abstand zwischen Elektrode und Werkstück wird größer oder kleiner. Beim Wechselstromschweißen mit Lichtbogen-Höhensteuerung AVC sollten ein zu geringer Durchmesser der Wolframelektrode, der Einsatz einer Wolframelektrode mit nicht zur Schweißaufgabe passender Anschmelzkugel sowie ein zu großes Reinigungsstromverhältniss vermieden werden.
* Jean-Pierre Barthoux ist Leiter der Entwicklungsabteilung bei der Polysoude S.A.S. in 44300 Nantes (Frankreich).
(ID:36967710)
:quality(80)/p7i.vogel.de/wcms/c3/ba/c3ba4d08cad1915cee7a0870766352aa/0127734413v1.jpeg "Das neue Fronius-Handschweißsystem Ignis Battery ist vor Staub und Regen geschützt. Man kann mit ihm das Lichtbogenschweißen und das WIG-Schweißen ausführen. In puncto Elektroden lassen sich basische Typen, Rutilelektroden und CEL nutzen. (Bild: Fronius)")
:quality(80)/p7i.vogel.de/wcms/a9/a2/a9a29c08ba9c34a930d1c85e2f03320b/0126504275v1.jpeg "Immer aufmerksam? Fronius warnt vor den unsichtbaren Gefahren beim Handschweißen – dem elektrischen Strom. Eine Konstellation, die für Probleme sorgen kann, ist etwa, wenn zwei Personen gleichzeitig schweißen. Aber es gibt noch andere Risiken ... (Bild: Fronius)")