:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/40/a0/40a0b2d9cd663e5521a527eef3d5dd39/0130909850v2.jpeg "Mit der Investition in eine hydraulische, mit Ziehkissen ausgestattete Umformpresse stärkt die Hans Eberle AG ihre Ausrichtung als Komplettanbieter für Blechteile und Baugruppen aus Blech. (Bild: SMM)")
:quality(80)/p7i.vogel.de/wcms/62/46/624662bd9aa9b65976c991e0cb9a3f39/0131649938v1.jpeg "Das Duisburger Warmbandwerk 4 von Thyssenkrupp Steel Europe hat nach einem Brand wieder die Produktion aufgenommen ... (Bild: thyssenkrupp Steel Europe AG)")
:quality(80)/p7i.vogel.de/wcms/b7/f4/b7f42211ad9f19fdd6ebdc82220c923f/b3-20range-3000x1688v1.jpeg "Die gesamte Baureihe ist in Standardkonfigurationen erhältlich, während füranspruchsvollere Produktionsumgebungen maßgeschneiderte automatisierte Versionen eingesetzt werden können. (Bild: Salvagnini)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/56/74/567417ea15444ff9119187e70597147a/0132009221v1.jpeg "Am Fraunhofer IAP hat man es geschafft, feste Klebeverbindungen quasi auf Knopfdruck zu erreichen. Klebstoffkapsel sind das Geheimnis ... (Bild: Fraunhofer IAP)")
:quality(80)/p7i.vogel.de/wcms/d6/2f/d62fdbde54921cedb63ab6d40a1aa1de/0131971039v2.jpeg "Mit dem EasyGrinder festigt Minerd & Sons seine Position als technologischer Vorreiter. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/4b/99/4b996c30144372f825f5bf4946513f41/0131877945v1.jpeg "Wenn es nach dem Rüstungskonzern KNDS geht, dann erhält Deutschland zwei neue Produktionsstandorte für ein Panzerprojekt, damit die Versorgung gesichert werden kann ... (Bild: KNDS)")
:quality(80)/p7i.vogel.de/wcms/6d/5d/6d5d6c27f2fee19df504bad3ca550497/0131834600v1.jpeg "Acht vollautomatische Produktionskreissägen längen stangenförmige Halbzeuge bis 180 Millimeter Durchmesser bei SEW-Eurodrive in der Smart Factory Halle Nord bei Karlsruhe auf Sollmaß ab. Die Versorgung geschieht über Kasto-Systeme. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/e0/f6/e0f6d92b46faf64c6a6255bf88344895/0131756980v1.jpeg "Neura Robotics ist ein deutscher Spezialist für humanoide Roboter (Humanoide). Hier präsentiert sich der Mitgründer David Reger mit einem Vertreter dieser künstlichen Spezies. Er hat grund zum Lachen, denn man konnte von Investoren jüngst wieder über eine Milliarde Dollar einsammeln ... (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/f0/d3/f0d3916d41598da88769a17f0a3657f8/0131756867v1.jpeg "Bosch verliert im normalen Geschäft bekanntlich immens an Boden. Das soll sich nun ändern, indem man sich in Richtung künstlicher Intelligenz und humanoider Robotik stärker engagiert ... (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/a6/31/a6317601779bddbe38f9c699d726b082/0131954184v1.jpeg "Bei Innovent Technologieentwicklung in Jena hat man bewiesen, dass man mit Atmopshärendruckplasma Kupfer- (wie hier) und Silberoberflächen von Oxiden respektive von Sulfiden reinigen kann – ohne garstige Chemikalien und ohne viel Energieaufwand ... (Bild: Innovent)")
:quality(80)/p7i.vogel.de/wcms/ba/10/ba10c48e177aa550977a16a34021c8ff/0131953069v1.jpeg "Fixer als es mit Winkelschleifer & Co. möglich gewesen wäre, verrundet Kollinger-Geschäftsführer Markus Kollinger mit dem Trumpf-Kantenfräser Trutool TKA 700 eine Kante eines Aluminiumblechs für das Scheibenpferd. Einfach Schutzbrille auf, Handschuhe an, Kantenfräser einschalten – und schon geht’s los! (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/8b/f1/8bf1918a26c9375ddd6abaa594851e39/screenshot-202026-04-02-20163710-662x372v1.png "Durch das Zusammenspiel horizontaler und vertikaler Schleifscheiben wird mühelos einen 2-mm-Radius erzeugt bei
maximaler Wirtschaftlichkeit. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/24/4d/244d3136a1fc0df5cbeb0db88f3382eb/0130420625v2.jpeg "Optimal ausgelegt für thermisch anspruchsvolle Anwendungen in der Industrie sind die Hochtemperatur-Faltenbälge von Höhl & Westhoff. Sie sind temperaturbeständig bis etwa 850 °C. (Bild: Höhl+Westhoff)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/55/d5/55d5011860c1751565f5cf77bbe25b29/0132010251v1.jpeg "Kann gemacht werden! Die EU-Staaten haben abgestimmt und sind offensichtlich der Meinung, dass man den geplanten US-Zolldeal umsetzen sollte ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/aa/53/aa53845fd159bc3b6c9972dc5b686398/0131950116v1.jpeg "Dieser Mitarbeiter einer Firma gehört zur Spezies der Alleinarbeiter. Manchmal kann es entspannend sein, quasi sein eigener Herr zu sein, doch was ist, wenn ein Notfall vorliegt. Dann retten etwa Totmannschalter von Almas Industries (hier am Gürtel befestigt) Leben ... (Bild: Almas Industries)")
:quality(80)/p7i.vogel.de/wcms/02/ae/02ae6c346cc9e321308a8fc58c1a98d9/0131743131v1.jpeg "Dieser Schweißfacharbeiter trägt, weil sonst kein System für die Schweißrauchabsaugung möglich war, einen Schutzhelm des Typs Vizor Air/3X Connect von Fronius als persönliche Schutzausrüstung. (Bild: Fronius)")
:quality(80)/p7i.vogel.de/wcms/95/7e/957ef4c1524fcbcf0241c5c160e98d15/0131690701v1.jpeg "Das Albromet-Management beobachte mit Staunen, wie sich morgens die ankommenden Mitarbeiter nach dem Umziehen von einem bunten Gemisch in ein Team verwandeln, das dann einen einheitlichen und markanten Auftritt durch Mewa-Arbeitskleidung hinlegt. (Bild: Mewa)")
:quality(80)/p7i.vogel.de/wcms/c6/89/c68915a5c854209ec9b0de8fec570d14/0132000673v1.jpeg "Der EU-Wirtschaftskommissar Valdis Dombrovskis verspricht angesichts einer Reform der Steuerregeln für Unternehmen: „Unsere Vorschläge zur Steuervereinfachung bieten Änderungen, die das Leben der Unternehmen erleichtern werden.“ Hier mehr dazu ... (Bild: EU)")
:quality(80)/p7i.vogel.de/wcms/44/04/440492f7d4a4edc560c9a317808abf4a/0131999764v1.jpeg "Milliarden winken! Der Vorabprozess für ein Projekt, bei dem es um den Bau gleich mehrer Kreuzfahrtschiffe (Symbolbild) geht, die von der Meyer Werft und MSC gefertigt werden sollen, ist weit fortgeschritten ... (Bild: Meyer Werft)")
:quality(80)/p7i.vogel.de/wcms/8a/e7/8ae749764553b759afd861f0e7012e3c/bild1-1315x740v1.jpeg "Schweißzange beim Fügen einer B-Säule unter Laborbedingungen im Fraunhofer-IPK. (Bild: Fraunhofer-IPK)")
:quality(80)/p7i.vogel.de/wcms/8d/e6/8de6cfd3ee299ab230c5775c5a399367/0131725354v1.jpeg "Vor allem kleine und mittelständige Unternehmen tun sich bei Fördergeldanträgen nicht leicht, weiß die Hentschel Fördermittelberatung. Sie unterschätzten auch die Modalitäten, die beachtet werden müssten, um eine Genehmigung zu erhalten. Doch hier erfahren Sie, wie das geht ... (Bild: Stempelbude)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Blechentgratung Warum Kantenverrundung und Korrosionsschutz wichtig sind
Dass Bleche zu entgraten und zu verrunden mehr ist als ein notwendiges Übel, sondern eine echte Wertschöpfung am Bauteil darstellt, soll diese Untersuchung belegen. Viele Blechbearbeiter werden von Ihren Kunden dazu „genötigt“, denn die Zeichnungen enthalten Angaben zur Kantenverrundung. Aber weshalb?
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/23800/23879/65.jpg "RAS_Logo_klein.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/83600/83610/65.png "vdlb_logo.png ()")
Einer der häufigsten Gründe dafür ist, neben der Reduzierung von Verletzungsrisiken, die Verbesserung des Korrosionsschutzes. In welchem Ausmaß das Endprodukt davon profitiert, zeigt die folgende Dokumentation eines Beschichtungsversuchs mit anschließendem Querschliff und Salzsprühtest, die in Zusammenarbeit dem QIB, der Qualitätsgemeinschaft Industriebeschichtungen e.V. und www.blech-entgratung.de entstand. Die Laboruntersuchungen wurden vom IFO Institut für Oberflächentechnik GmbH in Schwäbisch Gmünd durchgeführt.
Gratfrei schneiden ist das eine – doch wieviel Lackmaterial bedeckt eigentlich die Kanten der Werkstücke, wenn diese nicht verrundet werden? Eines ist sicher, auch eine perfekte Laserkante ist sehr scharf. Die von www.blech-entgratung.de an einem Musterbauteil durchgeführte Messung mit Hilfe eines Digitalmikroskops VHX-6000 von Keyence ergab, dass die Strahleintrittsseite immerhin einen Radius von 74µm aufweist, während die Strahlaustrittsseite mit 37µm so ausfällt, dass sie haptisch als sehr scharf empfunden wird.

Diese Werte fallen sicherlich deutlich unterschiedlich aus in Abhängigkeit des Schneidverfahrens, der Schneidparameter oder aber auch der Blechstärke. Sicher ist aber, dass die Kanten eines Laserschnitts, selbst wenn nicht gratbehaftet, sehr scharf sind.
Das nachfolgende Bild zeigt nun die Messung an einem Blech, welches mit einem Radius etwa 0,4 mm verrundet wurde.

Was bedeutet dies nun zum Beispiel für die Pulverbeschichtung?
Das folgende Bild zeigt die Schichtstärken im Vergleich. Während sich auf einer zwar gratfreien aber dennoch scharfen, unbearbeiteten Laserkanten fast kein Lackmaterial niederschlägt…

…findet sich auf dem Werkstück mit 0,4 mm Radius bereits eine Schichtstärke von 65 µm. Das sind immerhin etwa 50 % der auf der Fläche erzielten Schichtstärke.

Was bedeutet dies aber nun für die Korrosionsbeständigkeit der Teile?
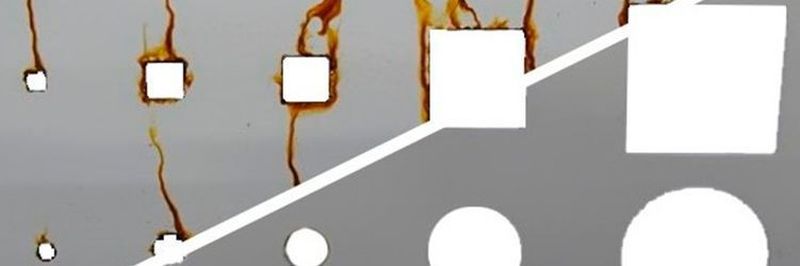
Der Salzsprühtest (NSS – Neutrale Salzsprühnebelprüfung) nach DIN EN ISO 9227:2012-09 zeigt dann auch sehr eindrucksvoll die erzielte Verbesserung der Korrosionsbeständigkeit.
 nach DIN EN ISO 9227:2012-09 zeigt eindrucksvoll die erzielte Verbesserung der Korrosionsbeständigkeit.")

Während das rohe Laserblech nach 336 Stunden Salzsprühnebelprüfung deutliche Korrosionsspuren aufweist, finden sich am verrundeten Bauteil nur wenige Ansätze von Rostbildung.
Dass auch am verrundeten Bauteil leichte Korrosionsspuren nachzuweisen sind ist auf die Geometrie der Bohrungen zurückzuführen. Die Verrundungswerkzeuge, welche heute in modernen Entgratmaschinen zum Einsatz kommen, erreichen zum Beispiel an rechtwinklig zulaufenden Innenkonturen nur eine geringere Verrundung. Abhilfe könnte hier durch „entgratgerechtes“ Konstruieren geschaffen werden, indem die Kontur einen Radius erhält.

Mit modernen Maschinen zur Blechentgratung lassen sich heute an Innen- und Außenkontur Radien bis etwa 2 mm erzeugen, wobei hier nicht vergessen werden darf, welchen Einsatz dies erfordert. Eine Verdoppelung der Verrundung hat den vierfachen Aufwand zu Folge, denn das Spanvolumen steigt quadratisch mit dem Radius. Es ist also sinnvoll und notwendig die Verrundung an die Anwendung anzupassen, zum Beispiel in Abhängigkeit der gewünschten Schutzdauer des Korrosionsschutzes sowie der Korrosivitätskategorie in der das Bauteil später zum Einsatz kommt.
:quality(80)/images.vogel.de/vogelonline/bdb/1443100/1443163/original.jpg "Aufbringen des Pulverlacks in der Pulverkabine. (Meeh)")
Grundlagenwissen
Was ist Pulverbeschichtung und wie funktioniert sie?
(ID:45648312)
:quality(80)/p7i.vogel.de/wcms/d6/2f/d62fdbde54921cedb63ab6d40a1aa1de/0131971039v2.jpeg "Mit dem EasyGrinder festigt Minerd & Sons seine Position als technologischer Vorreiter. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/c2/43/c243c1e965698781008d768bad258241/0125855749v2.jpeg "Die MSE Easy ist eine leistungsstarke und kompakte Anlage für die hochwertige Nachbearbeitung. (Bild: Microstep Europa)")