:quality(80)/p7i.vogel.de/wcms/2c/1c/2c1cfea7f88a171670687b6718b18d09/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/40/a0/40a0b2d9cd663e5521a527eef3d5dd39/0130909850v2.jpeg "Mit der Investition in eine hydraulische, mit Ziehkissen ausgestattete Umformpresse stärkt die Hans Eberle AG ihre Ausrichtung als Komplettanbieter für Blechteile und Baugruppen aus Blech. (Bild: SMM)")
:quality(80)/p7i.vogel.de/wcms/62/46/624662bd9aa9b65976c991e0cb9a3f39/0131649938v1.jpeg "Das Duisburger Warmbandwerk 4 von Thyssenkrupp Steel Europe hat nach einem Brand wieder die Produktion aufgenommen ... (Bild: thyssenkrupp Steel Europe AG)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/09/cb/09cbd409df916c7787b94754b41bd570/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/56/74/567417ea15444ff9119187e70597147a/0132009221v1.jpeg "Am Fraunhofer IAP hat man es geschafft, feste Klebeverbindungen quasi auf Knopfdruck zu erreichen. Klebstoffkapsel sind das Geheimnis ... (Bild: Fraunhofer IAP)")
:quality(80)/p7i.vogel.de/wcms/d6/2f/d62fdbde54921cedb63ab6d40a1aa1de/0131971039v2.jpeg "Mit dem EasyGrinder festigt Minerd & Sons seine Position als technologischer Vorreiter. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/4b/99/4b996c30144372f825f5bf4946513f41/0131877945v1.jpeg "Wenn es nach dem Rüstungskonzern KNDS geht, dann erhält Deutschland zwei neue Produktionsstandorte für ein Panzerprojekt, damit die Versorgung gesichert werden kann ... (Bild: KNDS)")
:quality(80)/p7i.vogel.de/wcms/0a/d9/0ad9cfa383c572930d699790e99c9580/0132016788v1.jpeg "Humanoide Roboter gelten als die Automation der Zukunft, bei der Kompetenzen aus unterschiedlichen Disziplinen zusammenkommen. Die Messe Automatica 2027, veranstaltet von der Messe München, wird das Thema deshalb nicht umsonst ganz groß aufziehen ... (Bild: Messe München / M. Broenner)")
:quality(80)/p7i.vogel.de/wcms/6d/5d/6d5d6c27f2fee19df504bad3ca550497/0131834600v1.jpeg "Acht vollautomatische Produktionskreissägen längen stangenförmige Halbzeuge bis 180 Millimeter Durchmesser bei SEW-Eurodrive in der Smart Factory Halle Nord bei Karlsruhe auf Sollmaß ab. Die Versorgung geschieht über Kasto-Systeme. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/e0/f6/e0f6d92b46faf64c6a6255bf88344895/0131756980v1.jpeg "Neura Robotics ist ein deutscher Spezialist für humanoide Roboter (Humanoide). Hier präsentiert sich der Mitgründer David Reger mit einem Vertreter dieser künstlichen Spezies. Er hat grund zum Lachen, denn man konnte von Investoren jüngst wieder über eine Milliarde Dollar einsammeln ... (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/a6/31/a6317601779bddbe38f9c699d726b082/0131954184v1.jpeg "Bei Innovent Technologieentwicklung in Jena hat man bewiesen, dass man mit Atmopshärendruckplasma Kupfer- (wie hier) und Silberoberflächen von Oxiden respektive von Sulfiden reinigen kann – ohne garstige Chemikalien und ohne viel Energieaufwand ... (Bild: Innovent)")
:quality(80)/p7i.vogel.de/wcms/ba/10/ba10c48e177aa550977a16a34021c8ff/0131953069v1.jpeg "Fixer als es mit Winkelschleifer & Co. möglich gewesen wäre, verrundet Kollinger-Geschäftsführer Markus Kollinger mit dem Trumpf-Kantenfräser Trutool TKA 700 eine Kante eines Aluminiumblechs für das Scheibenpferd. Einfach Schutzbrille auf, Handschuhe an, Kantenfräser einschalten – und schon geht’s los! (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/8b/f1/8bf1918a26c9375ddd6abaa594851e39/screenshot-202026-04-02-20163710-662x372v1.png "Durch das Zusammenspiel horizontaler und vertikaler Schleifscheiben wird mühelos einen 2-mm-Radius erzeugt bei
maximaler Wirtschaftlichkeit. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/24/4d/244d3136a1fc0df5cbeb0db88f3382eb/0130420625v2.jpeg "Optimal ausgelegt für thermisch anspruchsvolle Anwendungen in der Industrie sind die Hochtemperatur-Faltenbälge von Höhl & Westhoff. Sie sind temperaturbeständig bis etwa 850 °C. (Bild: Höhl+Westhoff)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/55/d5/55d5011860c1751565f5cf77bbe25b29/0132010251v1.jpeg "Kann gemacht werden! Die EU-Staaten haben abgestimmt und sind offensichtlich der Meinung, dass man den geplanten US-Zolldeal umsetzen sollte ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/ea/5d/ea5d894e03b9c7f8eac1cdd5f7d736a4/0132048074v1.jpeg "Links ist ein sogenannter Pressluftatmer des Modells M1 vom Hersteller MSA zu sehen. Rechts daneben handelt es sich um dessen Trageplatte. Letztere wird aus dem BASF-Polyamid Ultramid A3XZC3 ESD gefertigt, wie man aus Ludwigshafen erfährt – aber auch, warum das so ist ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/aa/53/aa53845fd159bc3b6c9972dc5b686398/0131950116v1.jpeg "Dieser Mitarbeiter einer Firma gehört zur Spezies der Alleinarbeiter. Manchmal kann es entspannend sein, quasi sein eigener Herr zu sein, doch was ist, wenn ein Notfall vorliegt. Dann retten etwa Totmannschalter von Almas Industries (hier am Gürtel befestigt) Leben ... (Bild: Almas Industries)")
:quality(80)/p7i.vogel.de/wcms/02/ae/02ae6c346cc9e321308a8fc58c1a98d9/0131743131v1.jpeg "Dieser Schweißfacharbeiter trägt, weil sonst kein System für die Schweißrauchabsaugung möglich war, einen Schutzhelm des Typs Vizor Air/3X Connect von Fronius als persönliche Schutzausrüstung. (Bild: Fronius)")
:quality(80)/p7i.vogel.de/wcms/e2/95/e29544f9b3cb5f179210c82854e5224e/0131982952v1.jpeg "Normen sind vor allem für die Industrie wichtig, weil sie etwa die Markteinführung neuer Produkte beschleunigen helfen. Oft genug gibt es aber auch Bremseffekte. Deshalb soll die Normungsverordnung überarbeitet werden. VDMA und DIN geben hier Tipps, wie am besten ... (Bild: © DOC RABE Medie - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/2f/b5/2fb5c8518ccd4229e7a918b47a76943b/0132033008v1.jpeg "Der ID.Era ist ein Fahrzeug, das in Kooperation von Saic und VW in China für den chinesischen Markt entwickelt wurde. Weil es bei Volkswagen in Deutschland kriselt, empfehlen Politiker, die chinesischen Typen doch einfach in deutschen Werken zu bauen, um Schlimmeres zu verhindern ... (Bild: Saic VW)")
:quality(80)/p7i.vogel.de/wcms/ea/e9/eae9508cb6d7bae652d478142c67cce8/0132030931v1.jpeg "Donald Trump glaubt, durch massive Zollerhönungen auf ALLE Produkte, die in die USA eingeführt werden, die EU soweit einschüchtern zu können, dass es nicht zur geplanten Digitalsteuer für alle Unternehmen kommen wird. Die EU will aber standhaft bleiben ... (Bild: AP)")
:quality(80)/p7i.vogel.de/wcms/e6/80/e680e76c255fdffbb083b710fdcd6227/0132028951v1.jpeg "Plötzlich und damit unerwartet erklärte der bisherige Chef von Bosch, Stefan Hartung, dass er seinen Posten aufgeben wird. Heute ist es bereits soweit ... (Bild: dpa / B. Weißbrod)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Fritz Schiess / Surfinsys Bürstentgraten verbessert OEE der Fertigungslinie für 11 Mio. Teile
Die Fritz Schiess AG hat beschlossen, die Overall Equipment Effectivenes (OEE) bei der Herstellung von Teilen für die Sitzverstellung in Automobilen zu verbessern. Dazu wird von Werkstattfertigung auf Fließfertigung umgestellt. Kern der Maßnahmen ist eine Durchlaufentgratanlage der Schweizer Surfinsys AG. Die entgratet beidseitig schnell, zuverlässig und prozesssicher.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/98600/98681/65.jpg "logo.png ()")
90 Teile fallen jede Minute aus der Feinschneidpresse mit dem dreifach fallenden Folgewerkzeug auf das Transportband. Jedes der im Durchmesser 70 mm runden und 6 mm dicken Stahlteile weist zwar einen präzisen Glattschnitt auf, wie es beim Feinschneiden üblich ist. Dennoch zeigen sich noch Grate, die entfernt werden müssen. So können sie jedenfalls nicht weitergegeben werden an den Kunden, der in einem Hochdruck-Umformverfahren abschließend die Endkontur herstellt. Später sind sie dann wichtige Teile der Sitzverstellung, wie sie in jedem Automobil zu finden ist. Da wundert es auch nicht, dass Schiess jedes Jahr rund 11 Mio. Stück davon produziert.
Trotz Glattschnitt entstehen immer auch Grate
Aber zunächst müssen die Grate weg. Ja und dann müssen die Teile noch gewaschen, geföhnt, also getrocknet und entmagnetisiert werden, bevor sie versandfertig in Kisten zum Abtransport landen. Ach ja, und geprüft werden sie auch noch. Eine Waage entscheidet, ob sie i.O. oder n.i.O. sind. 150 g sollte das Rundteil wiegen, 1,5 g, also 1 % Abweichung toleriert das Qualitätsmanagement. Alle Prozesse laufen verbunden in einer Fertigungslinie schnell und prozesssicher ab. Dabei darf natürlich kein Prozess langsamer sein als der mit der größten Wertschöpfung – also das Feinschneiden. „Die Linie mit allen Prozessen zu synchronisieren war ein großes Stück Arbeit“, berichtet Fréderic Schiess.
Früher wurden die Teile mehr herumgefahren als bearbeitet. Nach jedem Prozess in Kisten geladen, weggefahren, zwischengelagert, wiedergeholt, zum nächsten Prozess gefahren, und so weiter. Mit der Linienfertigung fallen diese ganzen unproduktiven Zeiten weg. Kernvorgang der ganzen Folgeprozesse ist dabei das Entgraten. Hier hat sich Schiess für die neueste Maschinengeneration DAP der Schweizer Surfinsys AG entschieden. Die entfernt Grate, die beim Stanzen, Sintern oder Feinschneiden entstehen.
:quality(80)/images.vogel.de/vogelonline/bdb/1478200/1478274/original.jpg "(Surfinsys)")
:quality(80)/images.vogel.de/vogelonline/bdb/1478200/1478275/original.jpg "(Surfinsys)")
:quality(80)/images.vogel.de/vogelonline/bdb/1478200/1478276/original.jpg "(Surfinsys)")
:quality(80)/images.vogel.de/vogelonline/bdb/1478200/1478277/original.jpg "(Surfinsys)")
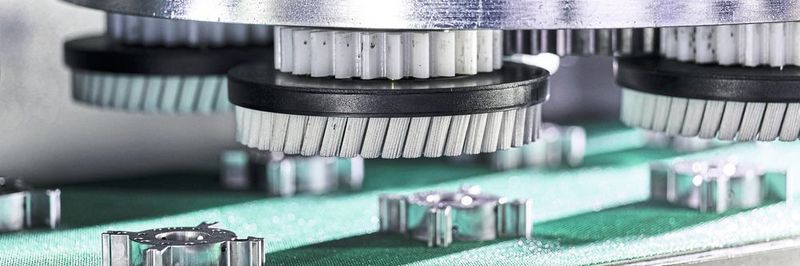
Vom Coil wird das 6 mm dicke Rohmaterial über eine Richtmaschine in die Feinschneidpresse und damit in die Linie eingeschoben. Direkt nach dem Feinschneiden eingebunden ist eine Surfinsys DA300P. Sie arbeitet mit zwei Aggregaten auf denen je fünf Schleifbürsten mit 150 mm Durchmesser integriert sind. Die planetaren Bürsten werden mittels Zahnräder direkt über das zentrale Aggregat angetrieben. So ist kein zusätzliches Getriebe notwendig, was die Maschine kostengünstig und schlank macht. Die Bürsten sind an kurzen Wellen einfach gelagert und aufgrund des Schnellwechselmechanismus’ in Sekundenschnelle gewechselt. „Damit lassen sich mit hoher Leistungsdichte Primär- und Sekundärgrate entfernen“, verpricht Kurt Köppel, Geschäftsführer der Surfinsys AG.
Mit der orbitalen Bewegung des Zentralaggregats und der zusätzlichen planetaren Drehung der fünf Bürsten ergeben sich beste Schleifergebnisse auf bis zu 340 mm breiten Bändern. Durch die doppelte Drehbewegung werden die Grate entfernt, die beim Vorprozess entstehen. Gegenüber dem weit verbreiteten Gleitschleifen ist das Verfahren im Vorteil, weil der Entgratprozess definierter abläuft. Er sorgt für gleichmäßige Verrundungen bei runden oder spitzen Konturen, bei Taschen und Aufwürfen genauso wie bei kleinsten Bohrungen. Während sich die Abtragsleistungen von Gleitschleifsteinen in kürzester Zeit um etwa zehn Prozent reduziert, und dann über die nächsten einhundert Stunden kontinuierlich um weitere 20 % abzunehmen, steigt sie beim Bürstentgraten im Verlauf der Standzeit leicht aber kontinuierlich an. Außerdem arbeiten die Entgratwerkzeuge so gründlich, dass auch massive Gratwurzeln, Abplatzer und Präge-Aufwürfe entfernt werden und gleichmäßig verrundete Kanten entstehen.
Prozesssicher vom Coil zum gratfreien Teil
Speziell bei kleinen Bohrungen zeigt sich ein weiterer wichtiger Vorteil. Können beim Gleitschleifen Bohrungen verengt werden, weil entweder Material hineingetrieben oder der Grat nur umgebogen wird, statt gekappt zu werden, entfernen die Bürsten Grate zuverlässig, prozesssicher und wiederholgenau. „Das gilt auch für Teile mit über 100 g Gewicht, die beim Gleitschleifen beschädigt werden können, wenn man die Füllung nicht reduziert“, betont Köppel. Entscheidender ist aber die Prozesssicherheit. Messungen haben gezeigt, dass die Abweichungen bei der Geometriegenauigkeit mit der DA300P in einer ganz geringen Bandbreite liegen, gegenüber einem deutlich größeren Range beim Gleitschleifen.
Und natürlich lassen sich die Teile über die Entgratmaschine in der Linie viel definierter transportieren. Auf dem Band können die Werkstücke so geführt werden, dass sie nach dem Entgraten der einen Seite durch intelligent gestaltete Umkehrschleifen erneut durch die DA300P geschleust und somit auch auf der anderen Seite entgratet werden. Dabei werden sie magnetisch gehalten. Aber auch wenn die Werkstücke aus Edelstahl oder Nichteisenmetallen wären, liese sich das realisieren. „Dann könnten sie in Führungsleisten oder -taschen geführt werden“, versichert Köppel. Und auch die Kombination mit magnetischer Kraft sei möglich. Selbst schlagempfindliche Teile könnten so sicher und schadlos geführt und gewendet und somit beidseitig entgratet werden.
Sind die Werkstücke beidseits entgratet geht’s zum Reinigen. Mit 60 bar Druck entfernt der Wasserstrahl verschleppte Öle und Schmutz und macht die Teile fit für die letzten Arbeitsschritte. Jetzt noch trocknen und wiegen, beziehungsweise die Qualität prüfen und ab geht’s in die Versandkisten. Wer die Herstellung der Teile noch aus der Werkstattfertigung kennt, der ist jetzt natürlich überwältigt. Der ganze Vorgang läuft nun in der Fertigungslinie prozesssicher vom Coil zum gratfreien, versandfertigen Teil. „Die gewonnene Prozesssicherheit bei steigender Overall Equipment Effectiveness (OEE) ist ein wahrer Effizienz-Segen“, ist Fréderic Schiess begeistert. Genaue Kennzahlen lässt sich der Chef der Fritz Schiess AG nicht entlocken, nur so viel: „Weil die unproduktiven Nebenzeiten komplett wegfallen, produzieren wir nun bezogen auf die Liefertermine wesentlich entspannter.“ Aber es gibt noch einen ganz anderen Aspekt.
Längere Standzeiten der Werkzeuge verbessern OEE
Die gestiegene OEE hängt nämlich nicht nur mit der Fließfertigung und der neuen Durchlaufbürstanlage zusammen. Weil das Bürstentgraten zuverlässig und prozesssicher auch hartnäckige Grate entfernt, können die Feinschschneidwerkzeuge an verschleißgefährdeten Stellen bewusst entlastender konstruiert und gefertigt werden. Ganz gezielt kann der Werkzeugmacher an diesen Stellen die Stempel entlasten oder den Schnittspalt anpassen. Damit nimmt man ganz bewusst einen massiveren Grat in Kauf, wohlwissend, dass die Surfinsys den einfach wegräumt. „Das erhöht die Standzeiten der Werkzeuge ganz erheblich“, erzählt uns Schiess. Genaueres erfahren wir auch hier nicht. Aber wer schon einmal dreifach fallende Folgewerkzeuge gewechselt hat, der weiß wie wichtig jede gewonnene Stunde ist, die die Werkzeuge länger produzieren. „So tragen wir mit unserer leistungfähigen Durchlaufbürstanlage nicht nur zu gratfreien Teilen und einer deutlich reduzierten Durchlaufzeit bei, sondern auch zu signifikant höheren Werkzeugstandzeiten und somit zu einer verbesserten Gesamtanlageneffektivität“, freut sich Köppel abschließend.
:quality(80)/images.vogel.de/vogelonline/bdb/1396400/1396429/original.jpg "Das Feinschneiden erfordert einen aufwendigen und durchdachten Werkzeugbau, mit dem sich dann beste Ergebnisse erzielen lassen. (Schmid)")
Grundlagenwissen
Feinschneiden bietet im Vergleich zum Stanzen wesentliche Vorteile
(ID:45553345)
:quality(80)/p7i.vogel.de/wcms/64/8a/648a9858ff36f1b71f852c9087c87a0f/0131423187v1.jpeg "Präzise Power von Arku: Der EdgeBreaker 3000 Fiber zeigt seine Stärke bei der Entfernung harter Grate, wie sie typischerweise beim Schneiden mit dem Fiberlaser entstehen (Bild: Arku)")
:quality(80)/p7i.vogel.de/wcms/0e/63/0e63e6138a9ef6fbe196f970600f9a81/0127597352v2.jpeg "Neben dem Edge Breaker 6000 für Laser- und Stanzteile umfasst das Arku-Portfolio auch Entgratmaschinen für Fiber- und Brennteile. (Bild: Arku)")