:quality(80)/p7i.vogel.de/wcms/c7/71/c771fc1e81d76a3be1139f493bee9dce/0132538728v1.jpeg "Bauteil aus Titan, das am Austrian Institute of Technology (AIT) in Ranshofen mit einer ganz Neuen Art der Umformung hergestellt wurde. Lesen Sie hier, welche wirtschaftlichen und technischen Vorteile für Titanbauteile sich so für die Zukunft ergeben können ... (Bild: AIT / Joh. Zinner)")
:quality(80)/p7i.vogel.de/wcms/a1/de/a1de719a9b2333e229eef8323fe150d2/0132521225v1.jpeg "So sieht das Werkzeugkonzept für die passive Hochdruck-Blechumformung des Fraunhofer IWU prinzipiell aus. Es braucht kein starres zweites Werkzeug und statt maximal acht Takten sind nun bis zu 60 möglich. (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/c9/f3/c9f3a927ef37df05a41f4f8e0f198f30/0132397869v2.jpeg "Die MAK 4 Evolution UD ist bei FBH vor allem für die Bearbeitung großer Bleche und die Herstellung von Gehäusen unverzichtbar. (Bild: FBH Fertigungsbetrieb für Betriebstechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/01/bc/01bcccf3ebaa6b837b7085b3152cedee/0132346229v1.jpeg "Die moderne Automatisierung verändert auch die Welt der Biegeprozesse. Um die passenden Systeme anbieten zu können, kooperieren jetzt die Spezialisten von LVD Company und REA Robotics. Hier die Details ... (Bild: LVD Company)")
:quality(80)/p7i.vogel.de/wcms/21/7b/217bb01a59f1f7963473ba4ba875d624/0132332572v1.jpeg "Trumpf aus Ditzingen gibt bekannt, dass man den US-amerikanischen Biege- und Stanzwerkzeughersteller Mate Precision Technologies übernommen hat. Lesen Sie hier, wofür dieser Schritt gut sein soll ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/be/7a/be7aeda062ef0f73c2fb21e9dfde9f4a/0132589354v2.jpeg "Michael Müller, Head of Digital Engineering & Climate Tech bei Capgemini Engineering. (Bild: Capgemini)")
:quality(80)/p7i.vogel.de/wcms/0e/b7/0eb7219e2177d5ec22caeed8dee12a90/0132000129v1.jpeg "Das ist das Prinzip eines verdeckten T-Stoßes, den es gilt, qualitativ hochwertig mit dem Laser zu schweißen, was nicht so trivial ist. (Bild: Fraunhofer IPK)")
:quality(80)/p7i.vogel.de/wcms/03/13/0313afe4b666029aefaacd1cb6122ea3/0132537932v1.jpeg "Nicht nur beim Materialhandling ist TIR Technologies auf Kasto fixiert. Für die Anarbeitung von Profilen kommen auch Sägesysteme der Achener zum Einsatz. Hier der Arbeitsbereich einer Bandsäge vom Typ Kastomicut. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/dd/d0/ddd08afd32d8f80b901e99d8962157ec/0132527412v1.jpeg "... Die verzahnten Schneidkanten brechen die Schlacke auf und die durchgängigen schaben sie ab. Das ist das Schrupp-Schlicht-Prinzip des Trutool TSC 200 von Trumpf. (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/dc/d5/dcd501bac557180831e85f5e11da73e8/0132544478v1.jpeg "Dass wir möglicherweise nicht mehr so weit davon entfernt sind, dass sich KI-Systeme selber weiterentwickeln und sich dabei unserer Kontrolle entziehen, ist laut Experten nicht zu leugnen. Deshalb fordert man firmenübergreifend ein zurückhaltenderes Vorgehen bei der KI-Entwicklung ... (Bild: © sdecoret - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/14/9b/149bd816c13672d1d0bccd4bba728f6c/0132543541v1.jpeg "Stabilus lässt wissen, dass man nun mit Synapticon zusammenarbeitet, um die Großserienproduktion von humanoiden Robotern in die Wege zu leiten. Integrierte Aktuatoren für die Gelenke von Humanoiden spielen dabei eine Hauptrolle ... (Bild: Stabilus)")
:quality(80)/p7i.vogel.de/wcms/1f/39/1f39b80475f6de9aa8d6ea695ae79b52/0132629183v1.jpeg "Eine PFAS-freie DLC-Schicht per Laser! So könnte eine Zukunft ohne die fast unsubstituierbaren PFAS aussehen. Denn Forscher am ILT in Aachen konnten anhand von vier Projekten schon zeigen, wie man zum Beispiel den Kunststoff PEEK dafür nutzen kann. Hier viel mehr dazu ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/f5/b0/f5b0039bad57326745f5a925ffa9820b/0132459060v1.jpeg "Dürr bleibt dabei: Trotz der Probleme bei BBS wird das prognostizierte Geschäftsergebnis so kommen, wie geplant ... (Bild: Dürr)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/cb/23/cb23e87dcfabac11b3e196f1f8d09e24/0132418410v1.jpeg "Der drehbare Ganter-Zylindergriff GN 798.1 gehört als Beispiel der Ganter-Edelstahl-Güteklasse 1 an. Er ist für rückseitige Montagen konzipiert. (Bild: Otto Ganter)")
:quality(80)/p7i.vogel.de/wcms/fa/67/fa67e0ef50663d5b0f84646d621df497/0132403102v1.jpeg "Das praxisnahe Fachbuch „KI in der Produktentwicklung“ zeigt, wie KI im Engineering echten Mehrwert schaffen kann. (Bild: Vogel Communications Group)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/88/1c/881c0fd6a388cf4359b52c372c23e237/0132568775v1.jpeg "Der Amsterdamer Multimarkenkonzern Stellantis ist wohl krisentechnisch aus dem Gröbsten raus, wie man so schön sagt. Hier mehr zur aktuellen Lage, bei der Opel-Mutter ... (Bild: Stellantis)")
:quality(80)/p7i.vogel.de/wcms/1b/a4/1ba410c4627bb4f1eb95bbff76380869/0132397658v1.jpeg "Wie die Wirtschaftsvereinigung Stahl analysiert hat, geht es in der deutschen Stahlbranche produktionsmäßig leicht aufwärts. Aber das dürfe nicht über die allgemein schlechte Lage hinwegtäuschen ... (Bild: F. Stelzenmeier)")
:quality(80)/p7i.vogel.de/wcms/f0/57/f05707bff926bf27e2151eb13ed27975/0132257018v1.jpeg "Länger ohne Mehr! Der Autobranchenexperte Ferdinand Dudenhöffer ist angesichts der Lage bei Volkswagen dafür, dass für einige Jahre die 35-Stunden-Woche ad acta gelegt werden sollte, damit Erholung kommen kann ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/86/8e/868efb054b3d4eada575e0b0ee793cb9/0132593138v2.jpeg "Ein vollautomatisch verfahrender Smart-Curve-Wagen aus dem Hause Losyco wird induktiv mit Strom versorgt und verfügt über latenzfreie WLAN-Kommunikation. (Bild: Losyco)")
:quality(80)/p7i.vogel.de/wcms/09/a9/09a9576c49e4b005503a78e6d6bd6232/0132591831v2.jpeg "Mit dem UV-Lasermarkierer V.0042 aus dem Hause Foba lassen sich empfindliche Kunststoffe mit minimaler Wärmeeinwirkung kennzeichnen. (Bild: Foba)")
:quality(80)/p7i.vogel.de/wcms/8f/47/8f471dd1b504c3448a8f02e4afe09bb9/0132588639v2.jpeg "Das Ausbildungskonzept der Berufsschule Regen erlaubt es, den Hallenkranschein während der regulären Berufsausbildung zu machen. (Bild: TÜV Süd)")
:quality(80)/p7i.vogel.de/wcms/cb/48/cb481d5f233f18e1f9da6891272e00f5/0132595963v1.jpeg "Die Salzgitter-Tochter HKM schließt einen Vertrag mit Tenova über Engineering, Lieferung und Errichtung eines Elektrolichtbogenofens in Duisburg. (Bild: www.luftbild-blossey.de)")
:quality(80)/p7i.vogel.de/wcms/c7/c7/c7c79426bb8e542b09c911fd63294432/0132595365v1.jpeg "Blick in die Triebwerksmontage von MTU in München. Das Beste: Die Auftragslage ist schon jetzt so gut (und zwar vorwiegend aus dem zivilen Sektor), dass man sich um die mittelfristige Zukunft keine Sorgen machen muss ... (Bild: MTU)")
:quality(80)/p7i.vogel.de/wcms/ae/9a/ae9abf470380eacdcdbbc5cad17b9b85/0132594824v1.jpeg "Die erste Hälfte ist da! Die Rekrutierung Tausender neuer Mitarbeiter für das Tesla-Werk in Grünheide bei Berlin läuft auf vollen Touren, denn die ersten 1.000 neuen Beschäftigten sind bereits eingestellt, um den Produktionshochlauf zu ermöglichen ... (Bild: P. Plau / dpa)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
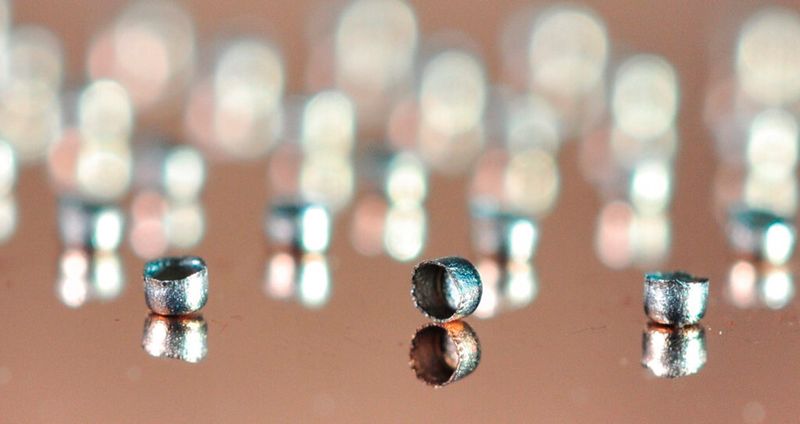
BIAS Bremen Mikroumformung von winzigen Bauteilen
In vielen Branchen werden die eingesetzten Bauteile immer kleiner. Doch sie sollen hinsichtlich Qualität und Funktionalität die gleichen oder gar höhere Anforderungen erfüllen. Für Entwickler und Hersteller bedeutet dies, angepasste Verfahren und geeignete Werkstoffe zu bereitzustellen, die diesen Ansprüchen gerecht werden.
Anbieter zum Thema
Ob in der Automobilindustrie, der Unterhaltungselektronik oder der Medizintechnik – der Trend zur Miniaturisierung ist überall erkennbar. Das stellt auch die Wissenschaft vor neue Herausforderungen: Wie lassen sich kleinste metallische Bauteile schnell, kostengünstig und präzise und in hohen Stückzahlen produzieren? Wie müssen geeignete Werkzeuge, Materialien und Fertigungsverfahren aussehen, um solche Miniaturbauteile herzustellen? Und wie müssen die Prüfmechanismen beschaffen sein, um eine gleichbleibende Qualität von Werkzeugen, Materialien und Fertigungsverfahren zu gewährleisten?
An der Universität Bremen widmen sich acht Institute im Sonderforschungsbereich 747 der Thematik Mikrokaltumformen. Konkret wird dabei die gesamte Prozesskette für die umformtechnische Herstellung dieser metallischen Miniaturbauteile betrachtet – von der Entwicklung des Werkstoffes über die Werkzeugherstellung und Bauteilfertigung bis hin zur Bauteilprüfung.
Hendrik Flosky ist seit 2011 am Bremer Institut für angewandte Strahltechnik GmbH Bias im Bereich der Mikroumformtechnik tätig und leitet seit 2013 die Gruppe Mikrofertigung. Er erläutert die Größendimension und die Herausforderung für die Forscher: „Mikro ist aus unserer Sicht alles, was weniger als 1 mm in zwei Dimensionen misst. In diesem Größenbereich sind ganz andere physikalische Voraussetzungen zu berücksichtigen als in der Makrowelt.“ Für die Fertigung heißt das, dass in der „Mikrowelt“ die physikalischen Grundlagen, auf denen die Verfahren der Blechbearbeitung ansonsten aufsetzen, oft nicht wie gewohnt zum Tragen kommen. So wirken beispielsweise adhäsive Kräfte bei den Minitaurbauteilen auf Grund des geringen Gewichtes der Teile nicht im bekannten Maß. Vergleichbar mit einem Haar bleiben sie beispielsweise an der Wand des Werkzeuges kleben oder haften beim Transportieren aneinander. Auch die Struktur des verwendeten metallischen Materials hat entscheidende Auswirkungen auf die Weiterverarbeitung. Auf Grund der auftretenden Größeneffekte ist es nicht möglich, die Umformprozesse aus dem Makrobereich einfach in den Mikrobereich zu übertragen. Metall besteht aus einem Verbund von einzelnen Körnern. Wird jedoch die Blechdicke eines Napfes deutlich reduziert, besteht diese irgendwann nur noch aus einem oder wenigen Körnern. Hierdurch ändern sich die Materialeigenschaften und damit auch die Anforderungen an das zu wählende Umformverfahren. Entsprechend arbeiten die Wissenschaftler daran, herauszufinden, wie man sich Eigenschaften der verschiedenen Körner in Metallwerkstücken mit Blick auf die Festigkeit des Materials zu Nutze machen kann. Zum einen suchen sie nach neuen Materialien mit kleinen Korngrößen, zum anderen erforschen sie Verfahren zur Herstellung besonders dünner Bleche oder Folien.
Die Erzeugung hauchdünner Bleche mittels physikalischer Gasphasenabscheidung
Ein Teilprojekt, welches am Institut für Werkstofftechnik von Julien Kovac bearbeitet wird, ist beispielsweise die Fertigung des Ausgangsmaterials für die spätere Bauteilherstellung. Hierbei handelt es sich um sehr dünne Bleche, die eher schon Metallfolien sind. Diese sind mit den herkömmlichen Methoden, also mit Walzen, nicht herstellbar. Dementsprechend haben die Wissenschaftler nach Alternativen gesucht. Die Lösung heißt DC Magnetron-Sputtern. Dabei handelt es sich um einen physikalischen Gasphasenabscheidungs-Prozess (englisch: physical vapour deposition, kurz PVD), wobei die Verdampfung des Schichtwerkstoffs (Target) durch ein Plasma erfolgt.
Die PVD-Anlage besteht aus einer Vakuumkammer, in der ein Hochvakuum von 10-6 mbar eingestellt werden kann. Für die Schichtabscheidung wird das Target elektrisch mit einem Gleichstromgenerator verbunden und eine negative Spannung im Bereich von -300 V bis -600 V angelegt. Gleichzeitig wird die Vakuumkammer mit zirka 10-3 mbar Argon geflutet. Durch die negative Spannung am Target kommt es zu einer Glimmentladung, bei der über Elektronenstöße positiv geladene Ar+-Ionen entstehen, die auf das Target beschleunigt werden und dort mit hoher Energie Target-Atome aus dem Target heraus schlagen. Diese bewegen sich auf das dem Target gegenüber liegende Substrat und scheiden sich dort als dünne Schicht ab. Für die Herstellung freitragender Schichten beziehungsweise Folien wird nach dem Beschichtungsprozess die Substratfolie über einen chemischen Ätz-Prozess entfernt. Bisher wurden Folien aus drei verschiedenen Werkstoffgruppen hergestellt und hinsichtlich ihrer mechanischen Eigenschaften untersucht.
Geeignete Ausgangsmaterialien für das Tiefziehen von Mikrobauteilen entwickeln
Dies sind zum Einen Folien aus Al-Sc-Zr-Legierungen. Diese Legierungen erreichen sehr hohe Zugfestigkeiten. Trotz der geringen Bruchdehnungen konnten aus diesen Folien Mikronäpfe mit einem Grenztiefziehverhältnis von 1,8 hergestellt werden. Damit sind die PVD-Al-Sc-Zr-Folien sehr interessant für die Fertigung hochfester, aushärtbarer Mikrobauteile. Weiterhin wurden hochmanganhaltige TWIP-Stähle eingesetzt. Die austenitischen TWIP-Stähle bieten gleichzeitig eine hohe Festigkeit (bis 600 MPa) und eine außergewöhnlich hohe Duktilität bis 90 % und sind daher für die Herstellung komplex geformter Mikrobauteile über Tiefziehen sehr gut geeignet. Als drittes Material wurden Bimetallfolien mit gradiertem Kohlenstoffgehalt verwendet. Diese Bimetallfolien kombinieren die Vorteile des tiefziehbaren Grundwerkstoffs mit der hohen Festigkeit der C-gradierten Schicht und sind deshalb für die Fertigung hochfester härtbarer Mikrobauteile durch Tiefziehen interessant.
Erhöhung der Standzeit von Tiefziehwerkzeugen durch genaue Werkzeugauslegung
Die Werkzeuglebensdauer ist in der industriellen Praxis immer ein entscheidender Parameter für die Wirtschaftlichkeit und so steht sie auch im Zentrum des Sonderforschungsbereiches SFB 747. Denn beim verschleißbedingten Werkzeugwechsel kommt es auch beim Mikroumformen zu einem Ausfall der Produktion, was sich letztendlich in den Stückkosten niederschlägt. Um die Werkzeuge wirtschaftlicher einzusetzen, wird deshalb im Teilprojekt „Werkzeuglebensdauer“, welches Hendriky Flosky bearbeitet, der Einfluss der verwendeten Werkstoffe in den jeweiligen Werkstück-Werkzeugpaarungen eben auf die Werkzeuglebensdauer betrachtet. In dem dabei untersuchten kombinierten Schneid-/ Tiefziehprozess wurden Werkstücke sowohl mit als auch ohne Schmierstoff gefertigt. Der Prozess wurde dabei mit einem Folgewerkzeug durchgeführt, welches mit einer Taktzahl von 200/min Ronden ausschneidet und diese im nächsten Schritt automatisch zu Näpfen umformt. Hergestellt werden konnten mit diesen Bedingungen insgesamt etwa 300.000 Bauteile, ohne dass der Schneid-Ziehring gewechselt werden musste. Ziel ist es dabei auf Schmierstoffe zu verzichten, da diese sonst durch die oben beschrieben Probleme aneinander und im Werkzeug kleben.
Hendrik Flosky nennt einige Ergebnisse: „Einen qualitativen Unterschied zwischen trocken umgeformten Mikronäpfen und solchen, die mit Schmierstoff umgeformt wurden, konnten wir in unseren Untersuchungen nicht feststellen.“ Jedoch sei zwischen den Versuchen eine Entfernung der Mikrospäne nötig, die beim Ausschneiden der Ronden entstehen und sich zwischen Führung und Werkzeug setzen und so die Reibung an dieser Stelle erhöhen. Grundsätzlich konnte mit den Untersuchungen belegt werden, dass Mikronäpfe aus Al99.5 ohne Schmierstoff in einem kombinierten Schneid- und Umformprozess produziert werden können, jedoch ist die Werkzeuglebensdauer noch nicht so hoch wie bei Versuchen mit Schmierstoffen, an dieser Herausforderung wird aktuell geforscht.
(ID:42947278)
:quality(80)/p7i.vogel.de/wcms/83/bc/83bc18578a721d095f70c82b49373ffc/0132119368v1.jpeg "Am Fraunhofer-Institut für Angewandte Polymerforschung (IAP) hat man neue Metalleffektpigmente entwickelt, die spritzgegossenen Kunststoffteilen einheitliche Oberflächen geben. Links ein üblich ausgerüstetes Teil (schwarzer Streifen), rechts mit Spezialpigmenten – ohne Streifen. (Bild: Fraunhofer IAP / J. Galties)")
:quality(80)/p7i.vogel.de/wcms/a1/de/a1de719a9b2333e229eef8323fe150d2/0132521225v1.jpeg "So sieht das Werkzeugkonzept für die passive Hochdruck-Blechumformung des Fraunhofer IWU prinzipiell aus. Es braucht kein starres zweites Werkzeug und statt maximal acht Takten sind nun bis zu 60 möglich. (Bild: Fraunhofer IWU)")