:quality(80)/p7i.vogel.de/wcms/a1/2f/a12fb240e5f1259f7bb5937f742fc7f0/0113143253v1.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/2a/fe/2afe1b1c986d07ec8b12d98ffd556722/0132120606v2.jpeg "Außenaufnahme WK Metall GmbH (Bild: WK Metall GmbH)")
:quality(80)/p7i.vogel.de/wcms/2c/1c/2c1cfea7f88a171670687b6718b18d09/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/0a/20/0a20d53247a50116929d102dc0b035c4/0132212438v1.jpeg "Die Montage des Unterbodenschutzes bei Fahrzeugen belastet meistens die Mitarbeiter mehr als andere Jobs. Deshalb versuchen Forscher des Fraunhofer IWU den Prozess zu automatisieren. Das ist aber nicht so einfach! Hier erklären die Experten aber, was man dennoch machen kann ... (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/50/d9/50d90ae2e3723852afa7af9f896d5cfa/0132136237v1.jpeg "Das Rührreibschweißen kennen einige vielleicht. Damit kann man sogar unterschiedliche Metalle miteinander verbinden. Forscher haben nun einen neuen Ansatz für diese Art der Fügens im Auge, welcher der Industrie neue Vorteile ins Spiel bringen kann ... (Bild: IKT)")
:quality(80)/p7i.vogel.de/wcms/92/d4/92d493ff6680ff4f705b4ec885ac8a07/0132073916v1.jpeg "Jetzt gibt es endlich eine Säge mit XXL-Drehtisch, damit man sozusagen tonnenschwere Kunststoff- oder Faserverbundwerkstoff-Platten oberflächenschonend und flott schneiden kann. Sie heißt FK-6 und gebaut hat sie IMA Schelling Precision. Lesen Sie hier, was man gemacht hat ... (Bild: IMA Schelling Precision)")
:quality(80)/p7i.vogel.de/wcms/5f/5b/5f5baccd02f6a2553093b05e493b4975/0132235826v1.jpeg "Nicht ganz ohne Gruselfaktor! Ubtech hat jetzt seine neue Modellreihe ultra-bionischer Roboter vorgestellt. Sie heißt Uworld U1 und soll von der Industrie bis zum Verbraucher vermarktet werden. Hier mehr zu dieser Vision, die längst keine mehr ist, wie es scheint ... (Bild: Ubtech Robotics)")
:quality(80)/p7i.vogel.de/wcms/3c/f1/3cf145b2aad655d1e2d934b14e81b1b7/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/0a/d9/0ad9cfa383c572930d699790e99c9580/0132016788v1.jpeg "Humanoide Roboter gelten als die Automation der Zukunft, bei der Kompetenzen aus unterschiedlichen Disziplinen zusammenkommen. Die Messe Automatica 2027, veranstaltet von der Messe München, wird das Thema deshalb nicht umsonst ganz groß aufziehen ... (Bild: Messe München / M. Broenner)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/83/bc/83bc18578a721d095f70c82b49373ffc/0132119368v1.jpeg "Am Fraunhofer-Institut für Angewandte Polymerforschung (IAP) hat man neue Metalleffektpigmente entwickelt, die spritzgegossenen Kunststoffteilen einheitliche Oberflächen geben. Links ein üblich ausgerüstetes Teil (schwarzer Streifen), rechts mit Spezialpigmenten – ohne Streifen. (Bild: Fraunhofer IAP / J. Galties)")
:quality(80)/p7i.vogel.de/wcms/09/cb/09cbd409df916c7787b94754b41bd570/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/55/d5/55d5011860c1751565f5cf77bbe25b29/0132010251v1.jpeg "Kann gemacht werden! Die EU-Staaten haben abgestimmt und sind offensichtlich der Meinung, dass man den geplanten US-Zolldeal umsetzen sollte ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/da/94/da942b13a8bfbbdd3495a10524bcd324/0132241766v2.jpeg "Aufstellung zur Übergabe des 100.000sten aufgearbeiteten Gebrauchtstapler (v.l.): Jungheinrich-Vertriebsvorständin Nadine Despineux, MVN-Geschäftsführer Giuliano Santi und Tino Alban, Werkleiter Jungheinrich-Gebrauchtgeräte-Zentrum Dresden. (Bild: Jungheinrich)")
:quality(80)/p7i.vogel.de/wcms/56/3d/563d1adbe480f221fd0be38c6d288bae/0132223933v2.jpeg "Vapic präsentiert auf der AMB 2026 sein Portfolio für die industrielle Teilereinigung – von Sonderanlagen über Lohnreinigung bis hin zu Reinigungschemie für unterschiedliche Fertigungsanforderungen. (Bild: vapic)")
:quality(80)/p7i.vogel.de/wcms/fe/80/fe8074360a4b127a5476f1d210c47c6a/0132055398v1.jpeg "Der Akku-Rohrschneider des Typs M18 Fuel Fpcs-502X von Milwaukee wiegt inklusive Akku keine vier Kilogramm. Aber das ist längst nicht der einzige Pluspunkt für den Anwender ... (Bild: Milwaukee Tool)")
:quality(80)/p7i.vogel.de/wcms/ea/5d/ea5d894e03b9c7f8eac1cdd5f7d736a4/0132048074v1.jpeg "Links ist ein sogenannter Pressluftatmer des Modells M1 vom Hersteller MSA zu sehen. Rechts daneben handelt es sich um dessen Trageplatte. Letztere wird aus dem BASF-Polyamid Ultramid A3XZC3 ESD gefertigt, wie man aus Ludwigshafen erfährt – aber auch, warum das so ist ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/20/70/20702478c0417c3d49f7678f5fc69be5/0132235643v1.jpeg "Damit die Luft über deutschen Industriekaminen in Zukunft klarer werden soll, hat der Bundestag am 9. Juli das EU-Gesetz zu strengeren Schadstoffausstoß-Regeln gebilligt. (Bild: W. Finnigan)")
:quality(80)/p7i.vogel.de/wcms/38/8c/388ca047662e1fa38248383d02478972/0132225646v1.jpeg "Gravierende Veränderungen stehen bei Hüttenwerke Krupp Mannesmann (HKM) an. Denn jetzt übernimmt die Salzgitter AG alle Anteile. Leider wird das die meisten Jobs bei HKM kosten. Auch die jährliche Rohstahlproduktion soll eingedampft werden, damit die Zukuft sicher ist ... (Bild: HKM)")
:quality(80)/p7i.vogel.de/wcms/56/28/56280b9f1d141d211a5a21969985fe22/0132185470v1.jpeg "Das kennt so gut wie jeder! Ein gewöhnliches Flugzeugtriebwerk, das mit fossilen Brennstoffen für Schub sorgt. Doch weil das der Umwelt nicht guttut, treiben MTU und Airbus die Entwicklung von Brennstoffzellen-Triebwerken voran ... (Bild: MTU)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Steinel Modulare Werkzeuge machen Folgeverbund flexibler und profitabler
Folgeverbundtechnik steht für hohe Stückzahlen. Wo Millionen Teile unverändert gestanzt werden, ist Folgeverbundtechnik das Mittel der Wahl. Kritisch wird es bei kleineren Serien, Teilevarianten und häufigen Umstellugen auf andere Teile. Hier fallen die langen Rüst- und Umrüstzeiten ins Gewicht und verursachen hohe Kosten. Modulare Werzeugsysteme verkürzen diese Zwangspausen und steigern damit die Effizienz.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/91800/91826/65.jpg "logo linkedin coastone.jpg ()")
Henry Ford soll einmal gesagt haben „Der größte Feind der Qualität ist die Eile“. Aus dem Mund des berühmtesten Pioniers der Fließbandfertigung klingt das seltsam. Doch der Autofabrikant setzte seine Erkenntnis konsequent um: Die Eile übertrug er der Maschine und überließ dem Menschen deren Bedienung und die Qualitätskontrolle. Die moderne Folgeverbundtechnik wäre ganz in seinem Sinne gewesen: Ein Fließband ohne Menschen, das in der schnellen Wiederholung des immer selben Schneide- oder Umformschritts tausendfach dieselbe Präzision garantiert. Und das rasend schnell.
:quality(80)/images.vogel.de/vogelonline/bdb/1308800/1308864/original.jpg "(Steinel)")
:quality(80)/images.vogel.de/vogelonline/bdb/1308800/1308865/original.jpg "(Steinel)")
:quality(80)/images.vogel.de/vogelonline/bdb/1308800/1308866/original.jpg "(Steinel)")
:quality(80)/images.vogel.de/vogelonline/bdb/1308800/1308867/original.jpg "(Steinel)")
Betrübt hätten ihn nur die langen Pausen für den Werkzeugwechsel. Gemessen an den Durchlaufgeschwindigkeiten der Stanzstreifen vollzieht er sich quälend langsam. Je höher die Anforderungen an die Teilevielfalt, je kleiner die Losgrößen, desto häufiger die Umrüstpausen. Schnell verschlingen die Rüstzeiten dann mehr Zeit als die eigentliche Fertigung. Vernichtend für die Effizienz und bedrohlich für die Wettbewerbsfähigkeit. An diesem Punkt setzt das modulare Werkzeugsystem von der Steinel Normalien AG an. Es beschleunigt den Werkzeugwechsel und macht ihn zu einer Sache von Minuten. Außerdem verkürzt es erheblich die Zeit und die Kosten für Konstruktion und Herstellung der Werkzeuge.
Grundaufbau wird einmalig in die Presse eingebaut
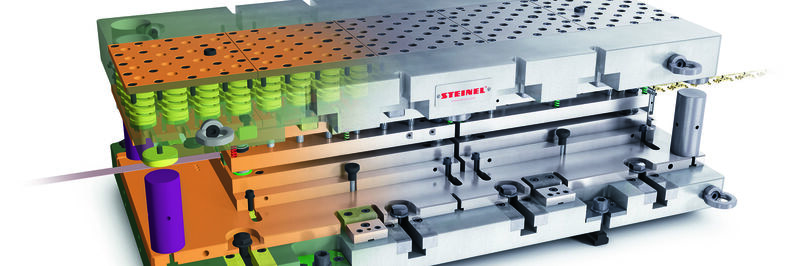
Das modulare Werkzeugsystem ist dreistufig aufgebaut. Es besteht aus einem maschinenspezifischen Grundaufbau, einer werkzeugspezifischen Adapterplatte und darauf montierten standardisierten, schnellwechselbaren Werkzeugmodulen.
Der Grundaufbau besteht aus Kopfplatte, Grundplatte und Führungen mit standardisierter Positionierungsgeometrie. Die Kopfplatte enthält bereits die Systemfedern zur Erzeugung der Niederhaltekräfte und die Zapfstellen für die Abnahme der Federkraft im 50-mm-Raster. Je nach Kraftbedarf können mehrere Zapfstellen abgenommen werden. Auf der Grundplatte nehmen standardisierte Führungsschienen die Adapterplatte auf. Passend zu allen darin verwendeten Werkzeugen enthält die Grundplatte bereits die maximale Aussparung für den Abfall. Bei großen Werkzeugen können hydraulische oder pneumatische Werkzeugheber an die Grundplatte angesetzt werden, um den Werkzeugwechsel zu erleichtern. Der Grundaufbau wird nur ein einziges Mal in die Presse eingebaut und kann dann mit unterschiedlichsten Werkzeugen bestückt werden. Die werkzeugspezifische Adapterplatte nimmt die einzelnen Werkzeugmodule sowie unterschiedliche Funktionseinheiten wie Bandeinlauf, Vorschubkontrolle und Zerhackstation auf. Ein kompletter Werkzeugwechsel bedeutet damit nur noch, eine mit Werkzeugmodulen bestückte Adapterplatte auszutauschen. Dieser Austausch lässt sich in wenigen Minuten vollziehen und die standardisierten Positionierungen und Arretierungen minimieren Rüstfehler und Werkzeugschäden. Die Adapterplatte kann entweder von Steinel bezogen oder im eigenen Werkzeugbau gefertigt werden. Dafür stellt Steinel die CAD-Daten des Grundaufbaus und der Werkzeugmodule zur Verfügung.
Die standardisierten Werkzeugmodule bestehen aus Normalien und Halbzeugen von Steinel. Sie stehen in 200 und 250 mm Breite und sechs Längen zwischen 100 und 350 mm zur Verfügung. Sie enthalten gehärtete, komplett bearbeitete Platten für die Aufnahme von Führungselementen, Druckfedern, Distanzrohren und Schrauben. Je nach Größe besitzen sie zwei oder vier spielfreie Kugelführungen. Mechanische und optische Verdrehsicherungen verhindern den falschen Einbau. Die mit zwei Säulen geführten Module besitzen standardmäßig bereits vier Abnahmestellen für die Niederhaltekräfte, bei vier Säulen sind es acht. Für zusätzliche Abnahmestellen wird jedes Modul mit sechs Druckbolzen ausgeliefert. Steinel liefert zudem eine Vielzahl von funktionsfertigen Werkzeugelementen. Dazu gehören Unterbaugruppen wie Sucher, Bandzentrierer, Ausheber oder Stempeleinhängungen. Das Einzige, was für ein betriebsfertiges Werkzeug noch individuell konstruiert und gefertigt werden muss, sind die formgebenden Aktivelemente. Dafür stellt Steinel den Konstrukteuren CAD-Daten zur Verfügung oder übernimmt auf Wunsch auch die komplette Herstellung einsatz- und prozessfähiger Module.
Wechsel eines Werkzeugmoduls dauert weniger als 20 Minuten
„Mit unserem modularen Werkzeugsystem erschließen wir ein riesiges Effizienzpotential“, sagt Christian Pape, Vertriebsleiter bei Steinel. „Denn zur hohen Zeitersparnis bei der Umrüstung der Maschinen kommen erhebliche Vereinfachungen im Werkzeugbau und der Konstruktion hinzu.“ Die mehrstündige Zwangspause für die Maschine reduziert sich auf Minuten. „Der Wechsel eines Werkzeugmoduls dauert weniger als 20 Minuten“, sagt Pape. Sehr hoch fällt auch der Zeitgewinn bei der Werkzeugkonstruktion aus. Immer wieder Werkzeuge von Grund auf individuell zu fertigen stellt einen viel höheren Zeitaufwand dar und wird oft zum unüberwindbaren Engpass, wenn der Markt nach kurzfristiger Lieferfähigkeit verlangt.
Der Umstieg auf modulare Werkzeuge ist denkbar einfach und nach kurzer Amortisationszeit bereits profitabel. Allein der maschinenspezifische Grundaufbau verlangt eine einmalige Investition, die sich beim zweiten Werkzeug meist schon bezahlt macht. Was dann die zukünftigen Werkzeuge noch ausmacht – Adapterplatte und Werkzeugmodule – ist meist erheblich günstiger als ein komplettes neues Folgeverbundwerkzeug. Noch rentabler wird es bei Varianten und ähnlichen Stanzteilen, die sich durch den schnellen Austausch einzelner Module realisieren lassen.
In Zeiten der Just-in-Time-Philosophie, die Schnelligkeit und Flexibilität ebenso fordern wie Kostenreduktion, kann der „fliegende Werkzeugwechsel“ zum entscheidenden Wettbewerbsvorteil werden. Bessere Maschinenauslastung und kleinere Losgrößen mit geringerem Lager-und Kapital-Risiko helfen, die Rendite zu steigern und neue Geschäftsnischen zu erschließen. Aber ist Standardisierung nicht der Feind individueller, auf das Einzelprodukt optimierter Qualitätswerkzeuge? Pape widerspricht dem energisch. „Unsere modularen Werkzeuge wurden ausgiebig getestet und in mehreren Phasen optimiert. Darin steckt sehr viel Steinel-Erfahrung ebenso wie die hochwertigsten Komponenten, die der Markt zu bieten hat“, sagt er und verweist auf die lange Erfahrung des 1925 gegründeten Unternehmens aus Villingen-Schwenningen. Die Vielzahl vorgefertigter Elemente ließen praktisch jede Schnitt- und Formgeometrie zu. „Es war stets unser Ziel, die Vorteile der Modularität weder durch Präzisionsverlust noch durch Einschränkungen bei den Verarbeitungsmöglichkeiten erkaufen zu müssen. Das haben wir erreicht.“ Nachdem die ersten Pilotsysteme bereits vor drei Jahren erprobt wurden, bewähren sich heute zahlreiche Modulare Werkzeuge von Steinel im Produktionsalltag. Henry Ford wäre zufrieden.
:quality(80)/images.vogel.de/vogelonline/bdb/939500/939500/original.jpg "Für alle Aufgaben der Werkzeugkonstruktion im Stanz- und Umformbereich gibt es Unterstützung von Steinel. Dafür steht die umfangreiche und langjährige Erfahrung des Normalienherstellers. (Bild: Steinel)")
Steinel Normalien
Individuelle Lösngen ergänzen den Standard
(ID:44942351)
:quality(80)/p7i.vogel.de/wcms/3f/56/3f5654ef016f574a10703862099396b3/0126428240v2.jpeg "Die LM 2000-KT mit integrierten Umform-, Laserschweiß- und Montagemodulen zur hochdynamischen Fertigung von zweiteiligen Steckverbindern. Das Laserschweißmodul wird auf dem Messestand separat gezeigt. (Bild: Bihler)")
:quality(80)/p7i.vogel.de/wcms/c2/43/c243c1e965698781008d768bad258241/0125855749v2.jpeg "Die MSE Easy ist eine leistungsstarke und kompakte Anlage für die hochwertige Nachbearbeitung. (Bild: Microstep Europa)")