:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/40/a0/40a0b2d9cd663e5521a527eef3d5dd39/0130909850v2.jpeg "Mit der Investition in eine hydraulische, mit Ziehkissen ausgestattete Umformpresse stärkt die Hans Eberle AG ihre Ausrichtung als Komplettanbieter für Blechteile und Baugruppen aus Blech. (Bild: SMM)")
:quality(80)/p7i.vogel.de/wcms/62/46/624662bd9aa9b65976c991e0cb9a3f39/0131649938v1.jpeg "Das Duisburger Warmbandwerk 4 von Thyssenkrupp Steel Europe hat nach einem Brand wieder die Produktion aufgenommen ... (Bild: thyssenkrupp Steel Europe AG)")
:quality(80)/p7i.vogel.de/wcms/b7/f4/b7f42211ad9f19fdd6ebdc82220c923f/b3-20range-3000x1688v1.jpeg "Die gesamte Baureihe ist in Standardkonfigurationen erhältlich, während füranspruchsvollere Produktionsumgebungen maßgeschneiderte automatisierte Versionen eingesetzt werden können. (Bild: Salvagnini)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/d6/2f/d62fdbde54921cedb63ab6d40a1aa1de/0131971039v2.jpeg "Mit dem EasyGrinder festigt Minerd & Sons seine Position als technologischer Vorreiter. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/4b/99/4b996c30144372f825f5bf4946513f41/0131877945v1.jpeg "Wenn es nach dem Rüstungskonzern KNDS geht, dann erhält Deutschland zwei neue Produktionsstandorte für ein Panzerprojekt, damit die Versorgung gesichert werden kann ... (Bild: KNDS)")
:quality(80)/p7i.vogel.de/wcms/6d/5d/6d5d6c27f2fee19df504bad3ca550497/0131834600v1.jpeg "Acht vollautomatische Produktionskreissägen längen stangenförmige Halbzeuge bis 180 Millimeter Durchmesser bei SEW-Eurodrive in der Smart Factory Halle Nord bei Karlsruhe auf Sollmaß ab. Die Versorgung geschieht über Kasto-Systeme. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/8a/e7/8ae749764553b759afd861f0e7012e3c/bild1-1315x740v1.jpeg "Schweißzange beim Fügen einer B-Säule unter Laborbedingungen im Fraunhofer-IPK. (Bild: Fraunhofer-IPK)")
:quality(80)/p7i.vogel.de/wcms/e0/f6/e0f6d92b46faf64c6a6255bf88344895/0131756980v1.jpeg "Neura Robotics ist ein deutscher Spezialist für humanoide Roboter (Humanoide). Hier präsentiert sich der Mitgründer David Reger mit einem Vertreter dieser künstlichen Spezies. Er hat grund zum Lachen, denn man konnte von Investoren jüngst wieder über eine Milliarde Dollar einsammeln ... (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/f0/d3/f0d3916d41598da88769a17f0a3657f8/0131756867v1.jpeg "Bosch verliert im normalen Geschäft bekanntlich immens an Boden. Das soll sich nun ändern, indem man sich in Richtung künstlicher Intelligenz und humanoider Robotik stärker engagiert ... (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/a6/31/a6317601779bddbe38f9c699d726b082/0131954184v1.jpeg "Bei Innovent Technologieentwicklung in Jena hat man bewiesen, dass man mit Atmopshärendruckplasma Kupfer- (wie hier) und Silberoberflächen von Oxiden respektive von Sulfiden reinigen kann – ohne garstige Chemikalien und ohne viel Energieaufwand ... (Bild: Innovent)")
:quality(80)/p7i.vogel.de/wcms/ba/10/ba10c48e177aa550977a16a34021c8ff/0131953069v1.jpeg "Fixer als es mit Winkelschleifer & Co. möglich gewesen wäre, verrundet Kollinger-Geschäftsführer Markus Kollinger mit dem Trumpf-Kantenfräser Trutool TKA 700 eine Kante eines Aluminiumblechs für das Scheibenpferd. Einfach Schutzbrille auf, Handschuhe an, Kantenfräser einschalten – und schon geht’s los! (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/8b/f1/8bf1918a26c9375ddd6abaa594851e39/screenshot-202026-04-02-20163710-662x372v1.png "Durch das Zusammenspiel horizontaler und vertikaler Schleifscheiben wird mühelos einen 2-mm-Radius erzeugt bei
maximaler Wirtschaftlichkeit. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/24/4d/244d3136a1fc0df5cbeb0db88f3382eb/0130420625v2.jpeg "Optimal ausgelegt für thermisch anspruchsvolle Anwendungen in der Industrie sind die Hochtemperatur-Faltenbälge von Höhl & Westhoff. Sie sind temperaturbeständig bis etwa 850 °C. (Bild: Höhl+Westhoff)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/9c/6c/9c6cb2efa037abba6cd414d337336e16/0131704313v1.jpeg "Das Statistische Bundesamt bescheinigt Deutschland im Rückblick auf das bisherige zweite Quartal 2026 einen leichten Zuwachs in Sachen Produktion und Export. Der Iran-Krieg bleibt ein Bremsfaktor. Und auch China hat die Ausfuhren deutlich gesteigert ... (Bild: © Yellow Boat - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/fe/50/fe50b01b74847b681762a36778639cc9/0131697322v1.jpeg "Der deutsch-französische Kampfjet bleibt wohl für immer nur ein Gedanke. Denn Bundeskanzler Friedrich Merz und der französische Kollege Emmanuel Macron haben entschieden, dass das mit Airbus und Dassault einfach nichts wird ... (Bild: Karambasamba)")
:quality(80)/p7i.vogel.de/wcms/aa/53/aa53845fd159bc3b6c9972dc5b686398/0131950116v1.jpeg "Dieser Mitarbeiter einer Firma gehört zur Spezies der Alleinarbeiter. Manchmal kann es entspannend sein, quasi sein eigener Herr zu sein, doch was ist, wenn ein Notfall vorliegt. Dann retten etwa Totmannschalter von Almas Industries (hier am Gürtel befestigt) Leben ... (Bild: Almas Industries)")
:quality(80)/p7i.vogel.de/wcms/02/ae/02ae6c346cc9e321308a8fc58c1a98d9/0131743131v1.jpeg "Dieser Schweißfacharbeiter trägt, weil sonst kein System für die Schweißrauchabsaugung möglich war, einen Schutzhelm des Typs Vizor Air/3X Connect von Fronius als persönliche Schutzausrüstung. (Bild: Fronius)")
:quality(80)/p7i.vogel.de/wcms/95/7e/957ef4c1524fcbcf0241c5c160e98d15/0131690701v1.jpeg "Das Albromet-Management beobachte mit Staunen, wie sich morgens die ankommenden Mitarbeiter nach dem Umziehen von einem bunten Gemisch in ein Team verwandeln, das dann einen einheitlichen und markanten Auftritt durch Mewa-Arbeitskleidung hinlegt. (Bild: Mewa)")
:quality(80)/p7i.vogel.de/wcms/65/4d/654d9ad24c4bce97f7dcf454d3b1c737/0131951048v1.jpeg "Wenn es nach Martin Brudermüller, dem Aufsichtsratschef von Mercedes geht, dann sollte man darüber nachdenken, ob es wirtschaftlich nicht vernünftiger ist, wieder die 40-Stunden-Woche einzuführen und generell länger im Leben zu arbeiten. (Bild: dpa-Zentralbild)")
:quality(80)/p7i.vogel.de/wcms/33/4b/334b650950508ff81c55850c00084e03/0131950133v1.jpeg "Der BDI muss seine Meinung zum Wirtschaftswachstum revidieren. Es wird demnach deutlich schlechter, als erwartet. Der BDI-Präsident Peter Leibinger außerdem mit Blick auf China: „Führt die EU allgemeine Schutzzölle ein, wäre das unser Tod!“ ... (Bild: BDI)")
:quality(80)/p7i.vogel.de/wcms/40/4a/404ac1328ac96ca653ee3beee1d9c818/0131260190v1.jpeg "Das neue Tariftreuegesetz verpflichtet Unternehmen bei Bundesaufträgen ab 50.000 Euro zur Einhaltung tariflicher Arbeitsbedingungen. (Bild: © Bonsales - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/8d/e6/8de6cfd3ee299ab230c5775c5a399367/0131725354v1.jpeg "Vor allem kleine und mittelständige Unternehmen tun sich bei Fördergeldanträgen nicht leicht, weiß die Hentschel Fördermittelberatung. Sie unterschätzten auch die Modalitäten, die beachtet werden müssten, um eine Genehmigung zu erhalten. Doch hier erfahren Sie, wie das geht ... (Bild: Stempelbude)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
EVT Eye Vision Technology Präzise laserbasierte, optische 3D-Schweißnahtinspektion
Die optische Kontrolle einer Schweißnaht ist zwar eine sehr gefragte Anwendung in der industriellen Fertigung, stellt die Bildverarbeiter aber auch immer noch vor viele Herausforderungen. Eine Methode ist die der 3D-Inspektion mit zum Beispiel Lasertriangulationssensoren.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
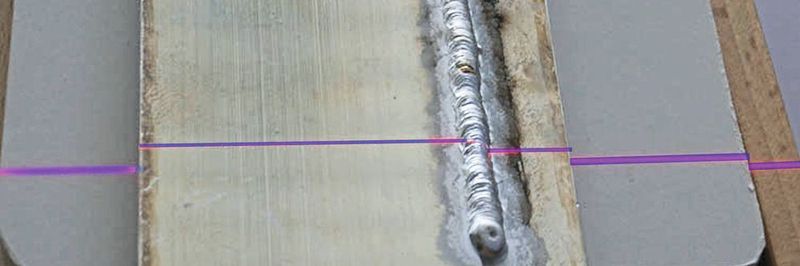
Im diesem Beitrag soll umrissen werden, was inspiziert werden kann, wo einige mögliche Schwierigkeiten liegen und wie ein Einsatz in der Roboterautomatisierung aussehen kann. Mithilfe der industriellen Bildverarbeitung lassen sich beispielsweise folgende Schweißnahtfehler erkennen: Risse in oder neben der Naht, Zündstellen neben der Naht, Schweißspritzer, nicht aufgefüllte Endkrater, Oberflächenporen, mangelhafter Nahtansatz, unregelmäßige Nahtbreite oder Verwurzelung.
Das äußere Erscheinungsbild einer Schweißnaht lässt aufgrund von Erfahrungen gewisse Rückschlüsse über die Güte einer Schweißverbindung zu. Zwar ist die optische Prüfung mit 3D-Sensoren zerstörungsfrei, die automatisierte Auswertung mit Hilfe der Bildverarbeitung wird aber durch die spezifischen Strukturen der Schweißnähte erschwert. Manche der oben genannten Merkmale sind zudem nur in einem bestimmten Toleranzbereich unzulässig.
Schweißnahtgeometrie mit einem Lasertriangulationssensor messen
Gewisse Schweißnahtunregelmäßigkeiten wie oben erwähnt sind unerwünscht, aber andere wie überlappende Nähte, sind erwünscht und werden aus Sicherheitsgründen verlangt. Hinzu kommt, die oft ungünstige und unregelmäßige Beleuchtungssituation. Durch diese Herausforderungen ist oft ein 3D-System die beste Wahl. Prinzipiell wird eine Schweißnahtgeometrie am besten mit einem Lasertriangulationssensor gemessen. Dieses besteht üblicherweise aus einer Kamera die schräg auf eine Laserlinie schaut. Das Objekt oder der Sensor müssen dabei bewegt werden, so dass die Kombination aus Laserlinie und Kamera über die Schweißnaht fahren.
:quality(80)/images.vogel.de/vogelonline/bdb/1513400/1513421/original.jpg "(EVT Eye Vision Technology)")
:quality(80)/images.vogel.de/vogelonline/bdb/1513400/1513423/original.jpg "(EVT Eye Vision Technology)")
:quality(80)/images.vogel.de/vogelonline/bdb/1513400/1513424/original.jpg "(EVT Eye Vision Technology)")
:quality(80)/images.vogel.de/vogelonline/bdb/1513400/1513426/original.jpg "(EVT Eye Vision Technology)")
Nachteil ist dabei, dass das Messprinzip keine überflüssigen Informationen erlaubt, das heißt Fehler in der Laserkalibrierung beeinflussen direkt das Messergebnis. Hinzu kommen noch Komplikationen wie Reflexionen und die benötigte Genauigkeit und Geschwindigkeit. Zusätzlich erfordert die Positionierung in den sechs Freiheitsgraden welche die dreidimensionale Orientierung jedes 3D-Profils im Raum bestimmen, einen Positionierungspunkt. Die sechs Freiheitsgrade können eingeteilt werden in:
- x-, y-, z-Verschiebung
- x-, y-Verkippung
- Rotation z-Achse
Eine gute Aufnahme beginnt mit der korrekten Positionierung in das Messsystem. Stimmt die Positionierung nicht, treten die Messfehler auf und das Ergebnis wird unbrauchbar. Die Positionierung benötigt ein eine bestimmte Objektreferenz, die zu Orientierung dienen kann. Die Software Eye Vision von EVT Eye Vision Technology kann einerseits sowohl bei der Positionierung helfen als auch Lagefehler ausgleichen. Und andererseits die aufgenommenen Profildaten der Schweißnaht auswerten. Diese werden mit einem zuvor eingelernten Musterprofil verglichen und so können Fehler in der Naht erkannt werden.
Ein Teil der Schwierigkeiten kann durch die richtige Laserlinie behoben werden. Einerseits kann ein blauer Laser die Reflexionen reduzieren und die Genauigkeit erhöhen. Auch an die Auflösung und Qualität des Lasers sollte gedacht werden, mit einer homogenen Helligkeit der Länge und Breite. Der Eye Scan AT 3D mit blauer Laser Option, 405 nm 160 mW Class wäre beispielsweise eine gute Wahl.
Schwierigkeiten beim Einsatz von Schweißrobotern
Schweißaufgaben stellen mit über 40 % ein Gros der mit Robotik automatisierten Aufgaben dar. Die Automobilindustrie ist wie zu erwarten führend in der Roboterautomatisierung. Besonders in der Automobilherstellung sind aufgrund der Toleranzen und präziser Einspannvorrichtungen gute Voraussetzung dafür gegeben, Schweißvorgänge mit Robotik zu automatisieren. Der Einsatz von der Robotik in Schweißnahtprozessen ermöglicht eine hohe Schweißnahtgüte und senkt das Risiko von Benutzungs- und Einstellfehlern. Aber selbst nach dem Schweißvorgang durch einen Roboter soll die Schweißnaht nochmals geprüft werden – und das selbstverständlich automatisch. Dabei können verschiedene Schwierigkeiten auftreten, wie Reflexionen, oder auch dass die Beschaffenheit der Oberfläche des Schweißgutes nicht konstant ist, das heißt Beschichtung der Bauteile könnte auch bei gleichen Typs variieren und darauf muss auch das Prüfprogramm reagieren können.
Zwei Möglichkeiten für die Einbindung des Prüfsystems in eine Roboterstraße wären: erstens die Einbindung der Prüfung in den Schweißprozess der Schweißzelle oder zweitens die Prüfung in einer gesonderten Prüfzelle mit eigenem Roboter durchzuführen. Beide Möglichkeiten haben Vor- und Nachteile.
Die erste Möglichkeit würde verlangen, dass der 3D-Sensor direkt auf dem Roboter montiert ist und zwar so dass die Naht direkt nach dem Schweißen inspiziert werden kann. Dies spart den Einsatz eines extra Roboters, aber der Sensor muss besser geeignet sein, so nahe am Schweißgerät montiert zu sein. Voraussetzung dafür ist der Schutz des 3D-Sensors vor der rauen Schweißumgebung. Der Einfluss von Hitze, Staub und Metallspritzern wirkt sich negativ auf die optische Erkennung aus und kann zum Beispiel durch IP-Schutzgehäuse und Schutzkappe minimiert werden.
Bei der zweiten Möglichkeit wird ein eigens für die Prüfung bereit gestellter Roboter mit einem 3D-Sensor ausgestattet. Dies erfordert einen extra Roboter, der Sensor ist dadurch aber gut vor Verunreinigung und Schweißspritzern geschützt. Nach der Prüfung kann zum Beispiel bei den Mehr- und Nacharbeiten, der Produktionsmitarbeiter über eine Visualisierung Informationen zu den Fehlern am Bauteil bekommen und diese gegebenenfalls beseitigen.
(ID:45708465)
:quality(80)/p7i.vogel.de/wcms/41/4a/414a963449c9d19c4d1bd59973f91606/0125585277v2.jpeg "Bei der Entwicklung der Systeme legte Blackbird besonderes Augenmerk auf deren Robustheit für den Einsatz im harten Produktionsalltag. (Bild: © Bettina Theisinger)")
:quality(80)/p7i.vogel.de/wcms/b6/a0/b6a00d746587d6f8e550da9f57f108d7/0126302596v2.jpeg "Die Augen der Maschinen sind Kameras, deren Bildmaterial mit KI in Echtzeit am Edge ausgewertet wird, wodurch sich unzählige Abläufe automatisieren und optimieren lassen. (Bild: frei lizenziert)")