:quality(80)/p7i.vogel.de/wcms/a1/2f/a12fb240e5f1259f7bb5937f742fc7f0/0113143253v1.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/2a/fe/2afe1b1c986d07ec8b12d98ffd556722/0132120606v2.jpeg "Außenaufnahme WK Metall GmbH (Bild: WK Metall GmbH)")
:quality(80)/p7i.vogel.de/wcms/2c/1c/2c1cfea7f88a171670687b6718b18d09/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/0a/20/0a20d53247a50116929d102dc0b035c4/0132212438v1.jpeg "Die Montage des Unterbodenschutzes bei Fahrzeugen belastet meistens die Mitarbeiter mehr als andere Jobs. Deshalb versuchen Forscher des Fraunhofer IWU den Prozess zu automatisieren. Das ist aber nicht so einfach! Hier erklären die Experten aber, was man dennoch machen kann ... (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/50/d9/50d90ae2e3723852afa7af9f896d5cfa/0132136237v1.jpeg "Das Rührreibschweißen kennen einige vielleicht. Damit kann man sogar unterschiedliche Metalle miteinander verbinden. Forscher haben nun einen neuen Ansatz für diese Art der Fügens im Auge, welcher der Industrie neue Vorteile ins Spiel bringen kann ... (Bild: IKT)")
:quality(80)/p7i.vogel.de/wcms/92/d4/92d493ff6680ff4f705b4ec885ac8a07/0132073916v1.jpeg "Jetzt gibt es endlich eine Säge mit XXL-Drehtisch, damit man sozusagen tonnenschwere Kunststoff- oder Faserverbundwerkstoff-Platten oberflächenschonend und flott schneiden kann. Sie heißt FK-6 und gebaut hat sie IMA Schelling Precision. Lesen Sie hier, was man gemacht hat ... (Bild: IMA Schelling Precision)")
:quality(80)/p7i.vogel.de/wcms/ff/4d/ff4db97f4a82f607c26bf3729f365daf/0132296234v1.jpeg "KI für Europa! Trumpf informiert, dass man nun Partner des KI-Netzwerkes IPAI aus Heilbronn ist. Die Ditzinger bringen nicht zuletzt praxisgerechte KI-Erfahrung mit, wie etwa den Sortmaster Vision in Kombination mit dem Sortmaster Station, was hier zu sehen ist. Hier mehr dazu ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/5f/5b/5f5baccd02f6a2553093b05e493b4975/0132235826v1.jpeg "Nicht ganz ohne Gruselfaktor! Ubtech hat jetzt seine neue Modellreihe ultra-bionischer Roboter vorgestellt. Sie heißt Uworld U1 und soll von der Industrie bis zum Verbraucher vermarktet werden. Hier mehr zu dieser Vision, die längst keine mehr ist, wie es scheint ... (Bild: Ubtech Robotics)")
:quality(80)/p7i.vogel.de/wcms/3c/f1/3cf145b2aad655d1e2d934b14e81b1b7/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/83/bc/83bc18578a721d095f70c82b49373ffc/0132119368v1.jpeg "Am Fraunhofer-Institut für Angewandte Polymerforschung (IAP) hat man neue Metalleffektpigmente entwickelt, die spritzgegossenen Kunststoffteilen einheitliche Oberflächen geben. Links ein üblich ausgerüstetes Teil (schwarzer Streifen), rechts mit Spezialpigmenten – ohne Streifen. (Bild: Fraunhofer IAP / J. Galties)")
:quality(80)/p7i.vogel.de/wcms/09/cb/09cbd409df916c7787b94754b41bd570/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/f0/57/f05707bff926bf27e2151eb13ed27975/0132257018v1.jpeg "Länger ohne Mehr! Der Autobranchenexperte Ferdinand Dudenhöffer ist angesichts der Lage bei Volkswagen dafür, dass für einige Jahre die 35-Stunden-Woche ad acta gelegt werden sollte, damit Erholung kommen kann ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/55/d5/55d5011860c1751565f5cf77bbe25b29/0132010251v1.jpeg "Kann gemacht werden! Die EU-Staaten haben abgestimmt und sind offensichtlich der Meinung, dass man den geplanten US-Zolldeal umsetzen sollte ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/ca/0d/ca0d6632fa92920cb82c045bb669f7b5/0132312707v2.jpeg "Der neu entwickelte Dreirad-Elektro-Gegengewichtsstapler EFG 220i von Jungheinrich steht für effiziente, leistungsstarke Materialflüsse im 48-Volt-Segment und kann bis zu 2 Tonnen tragen. (Bild: Jungheinrich)")
:quality(80)/p7i.vogel.de/wcms/67/ea/67eaa739f38223c424296ceac173d2c9/0132290713v2.jpeg "Hubtex beherrscht den vollelektrischen Sonderbau für schwere und sensible Transportprozesse, mit geschützten Komponenten und einem robusten Fahrwerkskonzept für präzise Lastführung. (Bild: Hubtex)")
:quality(80)/p7i.vogel.de/wcms/da/94/da942b13a8bfbbdd3495a10524bcd324/0132241766v2.jpeg "Aufstellung zur Übergabe des 100.000sten aufgearbeiteten Gebrauchtstapler (v.l.): Jungheinrich-Vertriebsvorständin Nadine Despineux, MVN-Geschäftsführer Giuliano Santi und Tino Alban, Werkleiter Jungheinrich-Gebrauchtgeräte-Zentrum Dresden. (Bild: Jungheinrich)")
:quality(80)/p7i.vogel.de/wcms/56/3d/563d1adbe480f221fd0be38c6d288bae/0132223933v2.jpeg "Vapic präsentiert auf der AMB 2026 sein Portfolio für die industrielle Teilereinigung – von Sonderanlagen über Lohnreinigung bis hin zu Reinigungschemie für unterschiedliche Fertigungsanforderungen. (Bild: vapic)")
:quality(80)/p7i.vogel.de/wcms/21/8d/218d72dcdd7899e8018ccc2b98b0685b/0132309440v1.jpeg "Bitte mehr Gas geben! Die Bürokratie in Deutschland hat überhandgenommen, wie die Industrie klagt. Es wird zwar entbürokratisiert, aber das geht der Industrie viel zu langsam ... (Bild: Bürohengst)")
:quality(80)/p7i.vogel.de/wcms/25/8f/258f70814312babeb5cb45629461e1be/0132282785v1.jpeg "Naht Rettung? Das VW-Werk in Osnabrück erlebt schwierige Zeiten, denn die Pkw-Produktion läuft bald aus. Es droht das Aus, wenn keine Alternativen zur weiteren Produktion aufgetan werden. Niedersachsen will aber Schließungen vermeiden und sich gegebenenfalls am Werk beteiligen ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/b7/db/b7db523c488366fa4f173a5a17d64150/0132258941v1.jpeg "Stellantis hat wieder Rückenwind, nachdem der Automobilmix-Konzern herbe Einbrüche erleben musste. Allerdings werde das Engagement in Europa gedrosselt ... (Bild: Stellantis)")
:quality(80)/p7i.vogel.de/wcms/56/28/56280b9f1d141d211a5a21969985fe22/0132185470v1.jpeg "Das kennt so gut wie jeder! Ein gewöhnliches Flugzeugtriebwerk, das mit fossilen Brennstoffen für Schub sorgt. Doch weil das der Umwelt nicht guttut, treiben MTU und Airbus die Entwicklung von Brennstoffzellen-Triebwerken voran ... (Bild: MTU)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Gleitschleifen Roboter ermöglicht vollautomatischen Gleitschliffprozess
Das Entgraten und Polieren empfindlicher Präzisionsteile aus Aluminium erfolgte bei einem Kunden immer schon in einem Gleitschliffprozess, wie die Rösler Oberflächentechnik GmbH mitteilt. Allerdings sei ein hoher manueller Aufwand erforderlich gewesen, um die berührungsempfindlichen Werkstücke zu schützen. Geändert habe sich dies durch eine Anlage für vollautomatisches Reinigen, Entgraten und Polieren.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/63/c9/63c95995bc09d/hbs.jpeg "hbs (HBS)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/98600/98681/65.jpg "logo.png ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/30200/30217/65.jpg "LOGO.jpg ()")
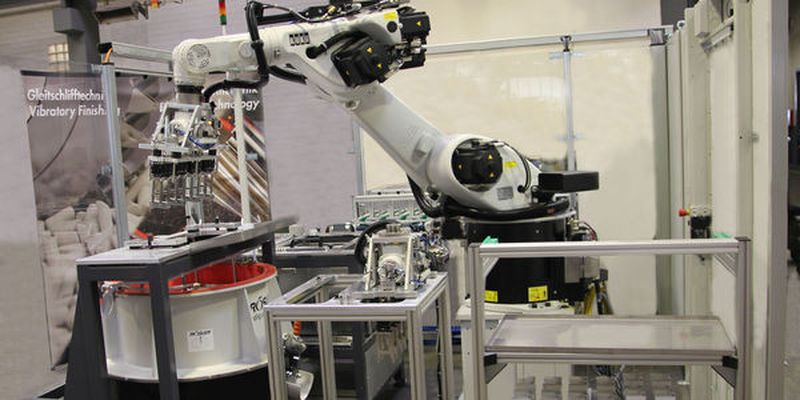
Die Anlage ermögliche die berührungsfreie Bearbeitung von rund 30 verschiedenen Werkstückvarianten. Rösler entwickelte dafür nach eigenen Angaben nicht nur ein entsprechendes Maschinenkonzept, sondern mit dem High-Frequency-Finishing (HFF) auch einen komplett neuen Gleitschliffprozess.
Erstmals vollautomatischer Ablauf beim Gleitschleifen
Ein Novum stelle der vollautomatisierte Prozessablauf dar. Die Anlage ist dafür mit einem Roboter mit unterschiedlichen Greifern für die verschiedenen Werkstückvarianten ausgestattet, wie es heißt. Er greife jeweils vier Teile, die mit einem Förderband aus der spanenden Bearbeitung zur Anlage transportiert werden, in einer definierten Position. Für den ersten Behandlungsschritt – das Entfetten und Reinigen – tauche der Roboter die Werkstücke in ein Reinigungsbad. Darauffolgend gehe es weiter in den eigentlichen Gleitschliff-HFF-Prozess, dem ein Spül- und Abblasschritt nachgeschaltet sei. Im Anschluss lege der Roboter die Aluminiumteile wieder auf dem Förderband ab, welches sie zum nächsten Fertigungsprozess transportiere.
Für das HFF würden die an den Greifern des Roboters aufgespannten Werkstücke in das Bearbeitungsmedium (Edelstahlkugeln) eingetaucht. Dort sorgen laut Rösler die gleichzeitige Vibrationsbewegung der Werkstückaufnahmen mit 3000 min–1 und die Strömungsbewegung des Mediums dafür, dass die Werkstücke allseitig bearbeitet werden. Darüber hinaus könnten die Teile während des Prozesses aus dem Bearbeitungsmedium herausgenommen und gedreht werden.
Homogenes und reproduzierbares Entgrat- und Polierergebnis erzielt
Durch die Kombination der beiden, voneinander unabhängigen Bewegungen und exakt auf diesen Prozess abgestimmte Verfahrensmittel (Schleifkörper und Compound) werde innerhalb einer sehr kurzen Bearbeitungszeit ein homogenes und reproduzierbares Entgrat- und Polierergebnis erzielt. Der Gesamtprozess inklusive Aufnehmen und Ablegen der Teile dauere je nach zu bearbeitendem Werkstück zwischen 180 und 300 s.
(ID:42720522)
:quality(80)/p7i.vogel.de/wcms/12/c3/12c3154a319e172bb0c0195e51107b70/0130234253v2.jpeg "Die Robibend 40 vereine Biegekopf und Robotersystem zu einer vollständig integrierten Einheit. (Bild: Schwarze-Robitec )")
:quality(80)/p7i.vogel.de/wcms/64/8a/648a9858ff36f1b71f852c9087c87a0f/0131423187v1.jpeg "Präzise Power von Arku: Der EdgeBreaker 3000 Fiber zeigt seine Stärke bei der Entfernung harter Grate, wie sie typischerweise beim Schneiden mit dem Fiberlaser entstehen (Bild: Arku)")