:quality(80)/p7i.vogel.de/wcms/3e/45/3e450fd6bd80a0ee54e4463846a73e1a/0132703411v1.jpeg "CNC-Laserschneidmaschine bei der Wilbers Werkstätten GmbH. (Bild: Wilbers Werkstätten GmbH)")
:quality(80)/p7i.vogel.de/wcms/c7/71/c771fc1e81d76a3be1139f493bee9dce/0132538728v1.jpeg "Bauteil aus Titan, das am Austrian Institute of Technology (AIT) in Ranshofen mit einer ganz Neuen Art der Umformung hergestellt wurde. Lesen Sie hier, welche wirtschaftlichen und technischen Vorteile für Titanbauteile sich so für die Zukunft ergeben können ... (Bild: AIT / Joh. Zinner)")
:quality(80)/p7i.vogel.de/wcms/a1/de/a1de719a9b2333e229eef8323fe150d2/0132521225v1.jpeg "So sieht das Werkzeugkonzept für die passive Hochdruck-Blechumformung des Fraunhofer IWU prinzipiell aus. Es braucht kein starres zweites Werkzeug und statt maximal acht Takten sind nun bis zu 60 möglich. (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/c9/f3/c9f3a927ef37df05a41f4f8e0f198f30/0132397869v2.jpeg "Die MAK 4 Evolution UD ist bei FBH vor allem für die Bearbeitung großer Bleche und die Herstellung von Gehäusen unverzichtbar. (Bild: FBH Fertigungsbetrieb für Betriebstechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/21/7b/217bb01a59f1f7963473ba4ba875d624/0132332572v1.jpeg "Trumpf aus Ditzingen gibt bekannt, dass man den US-amerikanischen Biege- und Stanzwerkzeughersteller Mate Precision Technologies übernommen hat. Lesen Sie hier, wofür dieser Schritt gut sein soll ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/98/c8/98c8e196067e22ee4071ce36e0d5d732/0132727227v1.jpeg "Aufgekauft! Cutlite ist ein italienischer Laserschneidmaschinen-Spezialist, der sich in der Leistungsklasse 30 bis 60 Kilowatt bewegt. Das Ditzinger Hightech-Unternehmen Trumpf hat sich nun das Cutlite-Know-how nicht umsonst gesichert ... (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/15/5e/155e446ac80f1e8f1b589b595ce3eabb/0132702721v1.jpeg "Von: Dresselhaus – gut befestigt! Kann man jetzt nur sagen: Dresselhaus – gut gerettet! Denn nach der Insolvenz im April hat sich mit der neuen Münchner Schraubehandel MSH ein Käufer gefunden. Damit sei der Standort Maisach gesichert ... (Bild: Dresselhaus)")
:quality(80)/p7i.vogel.de/wcms/be/7a/be7aeda062ef0f73c2fb21e9dfde9f4a/0132589354v2.jpeg "Michael Müller, Head of Digital Engineering & Climate Tech bei Capgemini Engineering. (Bild: Capgemini)")
:quality(80)/p7i.vogel.de/wcms/dc/d5/dcd501bac557180831e85f5e11da73e8/0132544478v1.jpeg "Dass wir möglicherweise nicht mehr so weit davon entfernt sind, dass sich KI-Systeme selber weiterentwickeln und sich dabei unserer Kontrolle entziehen, ist laut Experten nicht zu leugnen. Deshalb fordert man firmenübergreifend ein zurückhaltenderes Vorgehen bei der KI-Entwicklung ... (Bild: © sdecoret - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/14/9b/149bd816c13672d1d0bccd4bba728f6c/0132543541v1.jpeg "Stabilus lässt wissen, dass man nun mit Synapticon zusammenarbeitet, um die Großserienproduktion von humanoiden Robotern in die Wege zu leiten. Integrierte Aktuatoren für die Gelenke von Humanoiden spielen dabei eine Hauptrolle ... (Bild: Stabilus)")
:quality(80)/p7i.vogel.de/wcms/0e/b7/0eb7219e2177d5ec22caeed8dee12a90/0132000129v1.jpeg "Das ist das Prinzip eines verdeckten T-Stoßes, den es gilt, qualitativ hochwertig mit dem Laser zu schweißen, was nicht so trivial ist. (Bild: Fraunhofer IPK)")
:quality(80)/p7i.vogel.de/wcms/03/13/0313afe4b666029aefaacd1cb6122ea3/0132537932v1.jpeg "Nicht nur beim Materialhandling ist TIR Technologies auf Kasto fixiert. Für die Anarbeitung von Profilen kommen auch Sägesysteme der Achener zum Einsatz. Hier der Arbeitsbereich einer Bandsäge vom Typ Kastomicut. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/1f/39/1f39b80475f6de9aa8d6ea695ae79b52/0132629183v1.jpeg "Eine PFAS-freie DLC-Schicht per Laser! So könnte eine Zukunft ohne die fast unsubstituierbaren PFAS aussehen. Denn Forscher am ILT in Aachen konnten anhand von vier Projekten schon zeigen, wie man zum Beispiel den Kunststoff PEEK dafür nutzen kann. Hier viel mehr dazu ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/f5/b0/f5b0039bad57326745f5a925ffa9820b/0132459060v1.jpeg "Dürr bleibt dabei: Trotz der Probleme bei BBS wird das prognostizierte Geschäftsergebnis so kommen, wie geplant ... (Bild: Dürr)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/fe/9c/fe9c3e5892da385d313d7b5e3a28f91e/0132646745v1.jpeg "Was man hier sieht, haben sich mal wieder Schweizer ausgedacht. Es ist nicht einfach nur eine schön gemachte Buchse, oder so. Nein, nein! Es handelt sich um eine ganz neue Art, wie man Federsysteme konzipieren kann, die viele Nachteile der herkömmlichen Bauart eliminieren. Lesen Sie ... (Bild: David Ruh / U-Flex)")
:quality(80)/p7i.vogel.de/wcms/cb/23/cb23e87dcfabac11b3e196f1f8d09e24/0132418410v1.jpeg "Der drehbare Ganter-Zylindergriff GN 798.1 gehört als Beispiel der Ganter-Edelstahl-Güteklasse 1 an. Er ist für rückseitige Montagen konzipiert. (Bild: Otto Ganter)")
:quality(80)/p7i.vogel.de/wcms/fa/67/fa67e0ef50663d5b0f84646d621df497/0132403102v1.jpeg "Das praxisnahe Fachbuch „KI in der Produktentwicklung“ zeigt, wie KI im Engineering echten Mehrwert schaffen kann. (Bild: Vogel Communications Group)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/c4/6a/c46a1feaebcb1977c91c387b40e8eedc/0132666673v1.jpeg "Wenn die neuesten Umfrageergebnisse des Münchener Ifo-Instituts zur Lage der deutschen Autoindustrie stimmen, dann blicken viele Player wohl wieder etwas optimistischer in die Zukunft ... (Bild: U. Ricardo)")
:quality(80)/p7i.vogel.de/wcms/88/1c/881c0fd6a388cf4359b52c372c23e237/0132568775v1.jpeg "Der Amsterdamer Multimarkenkonzern Stellantis ist wohl krisentechnisch aus dem Gröbsten raus, wie man so schön sagt. Hier mehr zur aktuellen Lage, bei der Opel-Mutter ... (Bild: Stellantis)")
:quality(80)/p7i.vogel.de/wcms/1b/a4/1ba410c4627bb4f1eb95bbff76380869/0132397658v1.jpeg "Wie die Wirtschaftsvereinigung Stahl analysiert hat, geht es in der deutschen Stahlbranche produktionsmäßig leicht aufwärts. Aber das dürfe nicht über die allgemein schlechte Lage hinwegtäuschen ... (Bild: F. Stelzenmeier)")
:quality(80)/p7i.vogel.de/wcms/a7/86/a786cfebcc543ffe0257d73a5a49a52d/0132709312v2.jpeg "Das neue Fahrwerk „JLA-eFORM“ vereint intelligente Steuerung, moderne Sensorik und elektrische Antriebstechnik für den Schwerlasttransport. (Bild: Jung Transporttechnik)")
:quality(80)/p7i.vogel.de/wcms/77/e0/77e0683b184f70dc4bae77cfc41614d3/0132680351v2.jpeg "Der Ansaugrauchmelder „TITANUS REX“ von Wagner wird auf der Essener Fachmesse Security (22. bis 25. September) erstmals präsentiert. (Bild: Wagner)")
:quality(80)/p7i.vogel.de/wcms/07/3d/073d3f8e3f7a3e6cb7d74ed9b0fcc2e0/0132665705v2.jpeg "Dank Touchdisplay lässt sich der modern gestaltete Wasserspender von Kärcher einfach bedienen und macht in jedem Unternehmen eine gute Figur. (Bild: Kärcher)")
:quality(80)/p7i.vogel.de/wcms/e3/6d/e36de3523c28b1a63df27c2527e58167/0132655905v1.jpeg "Nur zweckgebunden überstülpen! Schutzhandschuhe gibt es diverse Arten, die für den jeweiligen Einsatzzweck optimiert sind. Was man darüber wissen sollte, verrät dieser Beitrag der VTH Verband Technischer Handel e. V. ... (Bild: Nitras Safety)")
:quality(80)/p7i.vogel.de/wcms/ca/10/ca109724c25f36cec95def43e3259515/p90651993-highres-start-of-production-1920x1079v1.jpeg "Seit Anfang August bauen die Beschäftigten bei BMW in München den vollelektrischen i3. (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/10/ca/10ca2a851cc15d34841d4187626356dc/0132714825v1.jpeg "Wachsender Handelsüberschuss! Wie die dpa jetzt erfahren hat, läuft es im Handel zwischen China und Deutschland immer mehr so, dass Chinas Exporte zulegen, während die Importe aus Deutschland nach und nach versiegen ... (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/2f/fc/2ffcf66ec33a56d95843e65929bad6b3/0132640724v1.jpeg "Vor Gebäuden mit diesem Logo stehen derzeit zigtausend Ingenieure und IT-Spezialisten, weil sie keinen Job haben. Das geht aus einer aktuellen Studie des VDI hervor ... (Bild: Agentur für Arbeit)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Micro-Epsilon Qualitätsgarantie für Kupferbänder
Hochwertige Produkte und Einsparungspotenziale bestimmen die Wettbewerbsfähigkeit. Das gilt auch für den Halbzeugfertiger KME in Osnabrück. Dort setzt man in verschiedenen Walzwerken und an Bandbehandlungsanlagen auf moderne Messverfahren zur Qualitätserfassung. Geschwindigkeit, Banddicke und Bandkantenqualität sind dabei die wichtigsten Messgrößen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/30200/30217/65.jpg "LOGO.jpg ()")
Mit dreizehn Produktionsstätten, davon zwölf an strategischen Standorten in fünf europäischen Ländern und in China, ist die KME-Gruppe weltweit der größte Hersteller von Halbzeugen aus Kupfer und Kupferlegierungen. Die deutsche Tochtergesellschaft KME Germany GmbH & Co. KG produziert am Standort Osnabrück Walzmaterial, Rohre, Stangen, Produkte für die Schmelz- und Gießindustrie und eine breite Palette an Sonderprodukten.
Die Herstellung von Kupferhalbzeugen ist komplex. Die große Anzahl verschiedener Werkstoffe beziehungsweise Legierungen und die unterschiedlichen Auftragslosgrößen bedingen einen hohen logistischen Aufwand und verlangen gleichzeitig eine lückenlose Qualitätserfassung. Für die Überwachung der Fertigungsqualität sowie die Sicherung stabiler Regelabläufe kommen heute immer mehr berührungsfreie Messver-fahren zum Einsatz. Sie arbeiten eingriffsfrei und behindern nicht den Fertigungsablauf. Gleichzeitig sind sie damit aber auch verschleißfrei und arbeiten zuverlässiger und langzeitstabiler als herkömmliche mechanisch-taktile Verfahren.
Hochleistungs-LED mit hervorragenden Eigenschaften
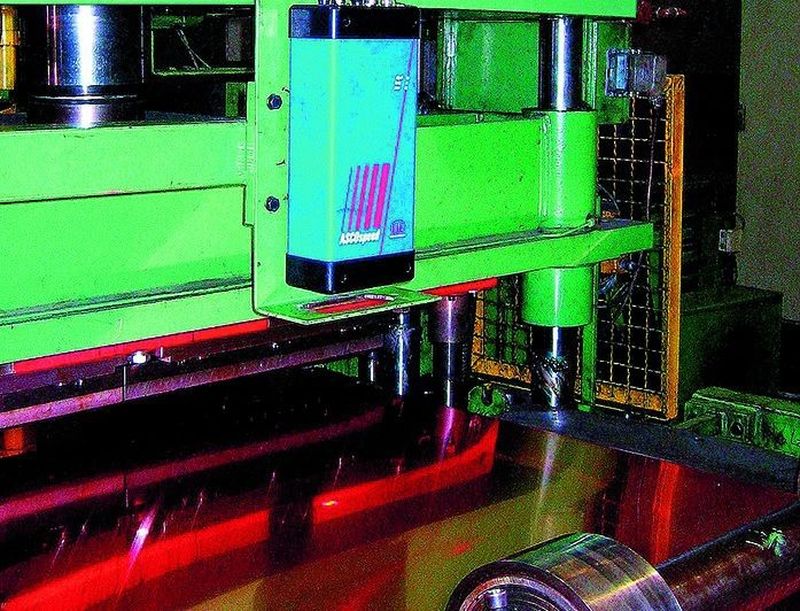
Die eingriffsfreie Geschwindigkeitsmesstechnik ist für die Osnabrücker eine seit langem bewährte Technik. Während die Lasermessgeräte mit der Gefahrenklasse 3B besondere Betriebs- und Ar-beitsschutzvorkehrungen benötigen, ist die Weißlichttechnik absolut ungefährlich. Aber auch sie hat ihre Nachteile. Spiegelnde Oberflächen und Reflexionsänderungen führen bei unruhigem Bandlauf zu Problemen. Die Weißlicht-Halogenquelle ist viel zu träge, um hier in der Intensität angepasst zu werden. Der Sensor wird durch sein eigenes Licht geblendet und kann somit kurzzeitig nicht messen. Auch beim Laser ist diese Problematik bekannt. Bei LED-Geräten lässt sich das Problem durch eine intelligente und dynamische Diodenregelung sowie eine optimierte Strahlführung umgehen. Deshalb setzt der Marktführer bei Kupferhalbzeugen auf das technische Konzept des Ascospeed vom Sensorhersteller Micro-Epsilon. Eine Hochleistungs-LED als Lichtquelle ist für die hervorragenden Anwendereigenschaften verantwortlich. Sie verbindet die Langlebigkeit und Präzision des Lasers mit der Robustheit und Einfachheit eines Weißlichtgerätes und ist doch technologisch etwas Neues. Das Licht besitzt zwar eine schmalbandige Charakteristik, aber die Wellenlänge ist hier ohne Funktion, denn bei der Ascospeed-Technologie ist die Referenz durch die Struktur des Siliziumempfängers gegeben. Dadurch wird eine hohe Präzision und Langzeitstabilität sichergestellt. Vorteilhaft kommt hinzu, dass im Walzwerkseinsatz einzelne Tröpfchen aus der Dampfphase der Walzemulsion deutlich weniger stören als bei der Laser-Doppler-Technik. In den Spaltanlagen hat das Ascospeed 5500 für die Messerwellenregelung und die Bundrechnersteuerung den Drehimpulsgeber an der Umlenkrolle ersetzt und liefert trotz Bandgeschwindigkeitsschwankungen, verschiedener Oberflächengüten bis hin zu spiegelnden Oberflächen, genaue und stabile Messwerte bei den unterschiedlichsten Banddicken.
Oberflächeninspektion von Walzbändern mit genauere Zuordnung
Durch Ascospeed können die Ergebnisse der Oberflächeninspektion von Walzbändern den Bandlängen genau zugeordnet werden. Hierbei gilt es, bei üblichen Prozessgeschwindigkeiten von Kaltwalzgerüsten und Längsteillinien, Oberflächen- und Bandkantenfehler zu identifizie-ren.
Die Notwendigkeit einer exakten Reckgradmessung ergibt sich aus der hohen Qualitätsanforderung hinsichtlich der Planheit der Kupferbleche, die heute in der Fassaden- und Dachfertigung eingesetzt werden. Will man die Planheit verbessern, muss man das Band nach dem Walzen und Glühen leicht überstrecken. Dadurch werden quasi zu kurze Bandabschnitte den längeren angepasst und die Bandwellen ausgeglichen. Das Band wird über S-Rollen-Sätze gestreckt und über eine Richtkassette gerichtet. Dabei müssen die Antriebe der S-Rollen zueinander eine geringe Drehzahldifferenz besitzen, die eine Streckung in den plastischen Bereich des Bandes bewirkt. Der Reckgrad ergibt sich aus der relativen Differenz zwischen Einlauf- und Auslaufgeschwindigkeit. Zugwechsel, Schlupf und Abrieb an den S-Rollen und unterschiedliche Oberflächenqualitäten der Produkte machen die Erfassung des Reckgrades zu einer anspruchsvollen Messaufgabe.
Mit dem Master-Slave Prinzip unter Einsatz zweier Ascospeed Sensoren lässt sich der Reckgrad sehr effektiv bestimmen. Dabei ist es technologisch völlig egal, wo sich die Auswertetechnik befindet. In der Regel erfolgt die Berechnung des Reckgrades in der Steuerung indem der Auslauf die Messtrecke vorgibt. Der Reckgrad steht dann für technologische Auswertungen und für die Regelung der Anlage zur Verfügung. So ein Ascospeed-Master-Slave Modell kann allerdings auch in einer Prozesslinie zur direkten Schlupferfassung eingesetzt werden. Über dem Band angeordnet, misst es die exakte Bandgeschwindigkeit. Die im Schlupf zu überprüfende Rolle wird mit ihrem Impulsgeber auf das Ascospeed geschaltet. Dazu besitzt dieses Model extra einen Drehgebereingang. Der Drehgeber wird dann wie ein Slave-Gerät behandelt. Die Differenz zwischen Drehgeber und Ascospeed ist der Schlupf. Stellt man die Alarmfunktion aktiv auf Überwachung der Differenzgeschwindigkeit, kann man mit dem Gerät einen Schaltausgang aktivieren, der einer übergeordneten Anlage das Überschreiten eines vorgegebenen Schlupfwertes signalisiert und damit auch das Durchrutschen der Rollen anzeigt.
Auch bei den Bandschwebeöfen setzt KME auf die berührungsfreie Messtechnik aus dem Hause Micro-Epsilon. Dünne Bänder werden vorzugsweise im Durchlauf in einem horizontalen Bandschwebeofen mit Schutzgasatmosphäre geglüht. Da keine mechanische Berührung des Bandes in den Ofen- und Kühlzonen erfolgt, ist ein Beschädigen der Bandoberfläche ausgeschlossen. Nach dem Glühen und dem an-schließenden Abkühlen des Bandes in den Kühlzonen, verlässt das Band mit einer Temperatur von mehr als 70° C die Ofenanlage. Charakteristisch für horizontale Öfen ist der geringe gleichbleibende Bandzug über die gesamte Bandlänge im Ofen. Das ist auch ein Anwendungsaspekt für den Einsatz der berührungsfreien Geschwindigkeits- und Längenmesstechnik an den Öfen. Ascospeed misst aus der Distanz präzise den Bandlauf und ist damit völlig unabhängig von Bandzug, Oberflächeneigenschaften und mechanischen Reibfaktoren. An der Aufwickelhaspel muss das Band kantengerade mit einem guten Wickelbild auf den Metallhülsen zu einem Coil aufgewickelt werden. Auch hier liefert Ascospeed für den Bundrechner die erforderlichen Steuerinformationen.
Mit der Ascospeed-Technologie werden seit vier Jahren im Werk Osnabrück Bandgeschwindigkeiten sicher, berührungslos und schlupffrei erfasst. Die optischen Messgeräte ersetzen damit problembehaftete mechanische Geber. In der Nichteisenmetallindustrie hat sich diese Technologie mittlerweile etabliert, wozu auch die Anwendungen im Werk Osnabrück beitragen konnten.
(ID:42920884)
:quality(80)/p7i.vogel.de/wcms/41/ef/41ef8dce1a394aaff9ef96213c883cfe/0126054672v2.jpeg "Die Thickness-Gauge-Systeme haben eine große Auswahl an Sensormodellen, Messbereichen und Messbreiten. (Bild: Micro-Epsilon)")
:quality(80)/p7i.vogel.de/wcms/b6/f3/b6f38311ce15d0f37362768674043b39/0130090160v2.jpeg "Das Messsystem Surface Control Automotive von Micro-Epsilon erkennt automatisch Dellen, Kratzer und andere Oberflächenfehler auf Roh-Karosserien. (Bild: Micro-Epsilon)")