:quality(80)/p7i.vogel.de/wcms/2c/1c/2c1cfea7f88a171670687b6718b18d09/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/40/a0/40a0b2d9cd663e5521a527eef3d5dd39/0130909850v2.jpeg "Mit der Investition in eine hydraulische, mit Ziehkissen ausgestattete Umformpresse stärkt die Hans Eberle AG ihre Ausrichtung als Komplettanbieter für Blechteile und Baugruppen aus Blech. (Bild: SMM)")
:quality(80)/p7i.vogel.de/wcms/62/46/624662bd9aa9b65976c991e0cb9a3f39/0131649938v1.jpeg "Das Duisburger Warmbandwerk 4 von Thyssenkrupp Steel Europe hat nach einem Brand wieder die Produktion aufgenommen ... (Bild: thyssenkrupp Steel Europe AG)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/92/d4/92d493ff6680ff4f705b4ec885ac8a07/0132073916v1.jpeg "Jetzt gibt es endlich eine Säge mit XXL-Drehtisch, damit man sozusagen tonnenschwere Kunststoff- oder Faserverbundwerkstoff-Platten oberflächenschonend und flott schneiden kann. Sie heißt FK-6 und gebaut hat sie IMA Schelling Precision. Lesen Sie hier, was man gemacht hat ... (Bild: IMA Schelling Precision)")
:quality(80)/p7i.vogel.de/wcms/3c/f1/3cf145b2aad655d1e2d934b14e81b1b7/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/fe/80/fe8074360a4b127a5476f1d210c47c6a/0132055398v1.jpeg "Der Akku-Rohrschneider des Typs M18 Fuel Fpcs-502X von Milwaukee wiegt inklusive Akku keine vier Kilogramm. Aber das ist längst nicht der einzige Pluspunkt für den Anwender ... (Bild: Milwaukee Tool)")
:quality(80)/p7i.vogel.de/wcms/09/cb/09cbd409df916c7787b94754b41bd570/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/0a/d9/0ad9cfa383c572930d699790e99c9580/0132016788v1.jpeg "Humanoide Roboter gelten als die Automation der Zukunft, bei der Kompetenzen aus unterschiedlichen Disziplinen zusammenkommen. Die Messe Automatica 2027, veranstaltet von der Messe München, wird das Thema deshalb nicht umsonst ganz groß aufziehen ... (Bild: Messe München / M. Broenner)")
:quality(80)/p7i.vogel.de/wcms/d6/2f/d62fdbde54921cedb63ab6d40a1aa1de/0131971039v2.jpeg "Mit dem EasyGrinder festigt Minerd & Sons seine Position als technologischer Vorreiter. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/6d/5d/6d5d6c27f2fee19df504bad3ca550497/0131834600v1.jpeg "Acht vollautomatische Produktionskreissägen längen stangenförmige Halbzeuge bis 180 Millimeter Durchmesser bei SEW-Eurodrive in der Smart Factory Halle Nord bei Karlsruhe auf Sollmaß ab. Die Versorgung geschieht über Kasto-Systeme. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/a6/31/a6317601779bddbe38f9c699d726b082/0131954184v1.jpeg "Bei Innovent Technologieentwicklung in Jena hat man bewiesen, dass man mit Atmopshärendruckplasma Kupfer- (wie hier) und Silberoberflächen von Oxiden respektive von Sulfiden reinigen kann – ohne garstige Chemikalien und ohne viel Energieaufwand ... (Bild: Innovent)")
:quality(80)/p7i.vogel.de/wcms/ba/10/ba10c48e177aa550977a16a34021c8ff/0131953069v1.jpeg "Fixer als es mit Winkelschleifer & Co. möglich gewesen wäre, verrundet Kollinger-Geschäftsführer Markus Kollinger mit dem Trumpf-Kantenfräser Trutool TKA 700 eine Kante eines Aluminiumblechs für das Scheibenpferd. Einfach Schutzbrille auf, Handschuhe an, Kantenfräser einschalten – und schon geht’s los! (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/8b/f1/8bf1918a26c9375ddd6abaa594851e39/screenshot-202026-04-02-20163710-662x372v1.png "Durch das Zusammenspiel horizontaler und vertikaler Schleifscheiben wird mühelos einen 2-mm-Radius erzeugt bei
maximaler Wirtschaftlichkeit. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/55/d5/55d5011860c1751565f5cf77bbe25b29/0132010251v1.jpeg "Kann gemacht werden! Die EU-Staaten haben abgestimmt und sind offensichtlich der Meinung, dass man den geplanten US-Zolldeal umsetzen sollte ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/ea/5d/ea5d894e03b9c7f8eac1cdd5f7d736a4/0132048074v1.jpeg "Links ist ein sogenannter Pressluftatmer des Modells M1 vom Hersteller MSA zu sehen. Rechts daneben handelt es sich um dessen Trageplatte. Letztere wird aus dem BASF-Polyamid Ultramid A3XZC3 ESD gefertigt, wie man aus Ludwigshafen erfährt – aber auch, warum das so ist ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/aa/53/aa53845fd159bc3b6c9972dc5b686398/0131950116v1.jpeg "Dieser Mitarbeiter einer Firma gehört zur Spezies der Alleinarbeiter. Manchmal kann es entspannend sein, quasi sein eigener Herr zu sein, doch was ist, wenn ein Notfall vorliegt. Dann retten etwa Totmannschalter von Almas Industries (hier am Gürtel befestigt) Leben ... (Bild: Almas Industries)")
:quality(80)/p7i.vogel.de/wcms/36/06/3606db70383ba318d30a069bbe5a8d5e/andritzboersejubilaeum-c2-a9andritz-a-felten-002-2996x1684v1.jpeg "Joachim Schönbeck, Vorstandsvorsitzender bei Andritz, Wolfgang Leitner, Aufsichtsratsvorsitzender bei Andritz und Christoph Boschan, Vorstandsvorsitzender der Wiener Börse (v.l.) feierten am 1. Juli das 25-jährige Börsenjubiläum des Konzerns. (Bild: Andritz AG)")
:quality(80)/p7i.vogel.de/wcms/b9/6a/b96af18a537b0fda766ff37937fb090d/0113143253v1.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/c6/e7/c6e72b773371e349a38b748641f1b36f/0131649599v1.jpeg "Bis diese Vision Wirklichkeit wird, dürfte es noch etwas dauern. Und ob Werkstattroboter unbedingt menschenähnliche Beine brauchen, ist auch nicht gesagt. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/2d/3c/2d3cb27eeb7549c247895bd0ad16640e/0132062772v2.jpeg "In der dritten Folge des Industrial Benchcast verrät Florian Weil, CEO bei Weil Technology, wie er sein Unternehmen strukturiert aus der Abhängigkeit vom Verbrenner führte. (Bild: MM Maschinenmarkt / Thao My Vu Thi)")
:quality(80)/p7i.vogel.de/wcms/3c/f6/3cf6e049272f29af749291dfc8708869/0132077911v1.jpeg "Formgedächtnislegierungen sehen ursprünglich etwa kompakt aus, können sich unter gewissen Umstände aber, wie hier, in Spiralfedern verwandeln. Bisher wusste man nicht genau, wie diese Materialien das machen. Forscher aus Kassel konnten das Geheimnis aber lüften ... (Bild: M. Breisbach)")
:quality(80)/p7i.vogel.de/wcms/8e/9c/8e9cecbbbd903f290febf2ed97aaba97/0132071253v1.jpeg "In puncto Materialversagen hat ein internationales Forscherteam, an dem auch das KIT beteiligt war, herausgefunden, dass Schubbelastungen durchaus zerstörende Wirkungen entfalten können. Hier eine Mikroskopaufnahme eines Aluminiumteils, das deshalb in die Brüche ging ... (Bild: KIT / M. Hurst)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
TU Darmstadt Hochgeschwindigkeitsfügen bei niedrigen Energien
Schweißen ohne Wärme – Im Rahmen des Schwerpunktprogramms 1640 „Fügen durch plastische Deformation“ werden innovative Fügeverfahren für neuartige Multi-Material-Bauweisen erforscht. Speziell das Kollisionsschweißen bietet die Möglichkeit, allein durch sehr hohe Beschleunigungen Bleche stoffschlüssig zu fügen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
Seit 2012 erforscht das Institut für Produktionstechnik und Umformmaschinen (PtU) der TU Darmstadt im Rahmen des Schwerpunktprogramms 1640 „Fügen durch plastische Deformation“ gefördert durch die Deutsche Forschungsgemeinschaft den Prozess des Kollisionsschweißen im Projekt „Untersuchung der Bildungsmechanismen der Fügezone beim Kollisionsschweißen“. Hierbei wird durch einen gezielten Hochgeschwindigkeitsaufprall unter definierten Bedingungen eine hochfeste Verbindung sogar zwischen unterschiedlichen Metallen (zum Beispiel Aluminium und Kupfer) erzeugt. Viele Phänomene dieses Verfahrens beispielsweise das Prozessleuchten und ihr Einfluss auf den Prozess sind aber noch immer nicht vollständig verstanden. Um die Fügemechanismen zu analysieren und das Verständnis der Fügetechnologie zu vertiefen, wurde ein Versuchsstand gebaut, der die Kollision zweier Bleche rein mechanisch ohne den Einsatz von Sprengstoffen oder eines elektromagnetischen Pulses ermöglicht. Der Vorteil dieser Beschleunigungsart ist, dass diese die Beobachtbarkeit des Prozesses durch eine Hochgeschwindigkeitskamera mit einer Framerate von bis zu 300 Mio. Bildern pro Sekunde gestattet. Ein weiterer Vorteil ist, dass im Gegensatz zu industriellen Anwendungen der Fügevorgang quasistationär abläuft und so optimale Voraussetzungen für eine detaillierte Untersuchung der Prozessvorgänge bietet.
:quality(80)/images.vogel.de/vogelonline/bdb/1514100/1514147/original.jpg "(TU Darmstadt)")
:quality(80)/images.vogel.de/vogelonline/bdb/1514100/1514146/original.jpg "(TU Darmstadt)")
In der dritten und letzten Förderphase ist der Versuchsstand hin zu höheren Aufprallgeschwindigkeiten ausgebaut worden. Hintergrund des Umbaus, war einerseits die Prozessfensteruntersuchungen zu erweitern und Materialkombinationen, welche höhere Energien zur Aktivierung des Schweißvorgangs benötigen, untersuchen zu können.
Der Weg zu höheren Geschwindigkeiten
In der bisherigen Konfiguration starteten die beiden gleichsinnig drehenden Rotoren, an deren Ende je eine der Blechproben montiert ist, mit einem Winkelversatz von 45°. Dieser wurde nach Erreichen der Endgeschwindigkeit innerhalb einer Umdrehung ausgeregelt, indem ein Rotor abgebremst und der andere beschleunigt wurde. Durch eine umfangreiche Reglerauslegung ließ sich so die Kollision wiederholgenau im Beobachtungsfenster hervorrufen. Allerdings war dieses Konzept der Kollisionsauslösung war aufgrund der Massenträgheiten hinsichtlich erreichbarer Geschwindigkeit und Probenmasse begrenzt.
Daher musste ein neuartiger Auslösemechanismus zur Kollision der Blechproben entwickelt werden. Als Anforderungen wurden eine weiterhin hohe Wiederholgenauigkeit der Kollisionsposition und eine signifikante Erhöhung der Aufprallgeschwindigkeit bei nur einer geringen Änderung des bestehenden Aufbaus definiert, um möglichst viele Komponenten weiterverwenden zu können. Das Ergebnis ist eine mechanische Umsetzung. Dabei starten die beiden Rotoren um die Probenbreite in axialer Richtung der Antriebswelle versetzt. Nach Erreichen der Zieldrehzahl wird innerhalb von einer Umdrehung der eine Rotor axial auf der Antriebswelle verschoben. Ein vorgespannter Stift greift zu einem definierten Zeitpunkt in eine an die Rotornabe angeschlossene Spiralnut ein, wodurch die Nabe infolge der Getriebeübersetzung geführt nach vorne geschoben und dann wieder abgebremst wird. Dies führt bei Berücksichtigung der äußerst kurzen Umdrehungszeiten (< 10 ms) zu sehr hohen mechanischen Beanspruchungen der Komponenten infolge der Beschleunigungen, weshalb die bewegten Komponenten gewichtsoptimiert gestaltet wurden.
Erste Ergebnisse der Inbetriebnahme
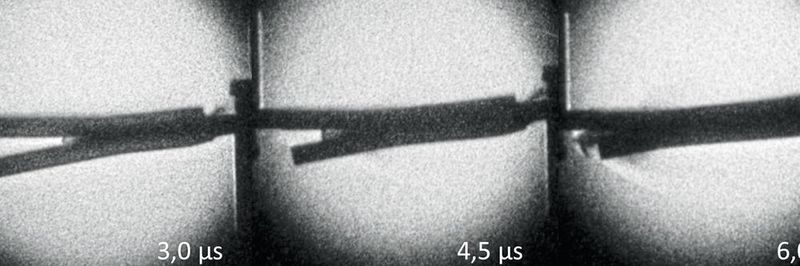
Auf Basis dieser Erweiterung konnte der Rotordurchmesser um 39 % auf 820 mm und die Drehzahl um 17% auf 6000 U/min gesteigert werden. Dadurch ließ sich die relative Aufprallgeschwindigkeit von 260 m/s auf 515 m/s fast verdoppeln. Zusammen mit den nun verwendbaren schwereren Blechproben ist eine Steigerung der kinetischen Energie um fast eine Zehnerpotenz möglich. Seit der Inbetriebnahme konnten nun bereits weit über 200 Versuche erfolgreich durchgeführt werden. In Bild zwei ist eine Serie von Hochgeschwindigkeitsaufnahme aus einem Versuch mit Kupfer dargestellt.
Durch das im Projekt verbesserte Verständnis und die Kenntnis der ablaufenden Prozesse führt dazu, dass zukünftige Kollisionsschweißverfahren schneller und somit kostengünstiger ausgelegt werden können. Weitere Ergebnisse aus dem Projekt, die innerhalb der letzten sechs Jahre generiert wurden, werden zusammenfassend auf dem Abschlusskolloquiums des Schwerpunktprogramms im Juni 2019 in Darmstadt vorgetragen.
:quality(80)/images.vogel.de/vogelonline/bdb/1431300/1431303/original.jpg "Blattstruktur einer Glückskastanie (links); Stegblech (rechts). (TU Darmstadt)")
TU Darmstadt
Blick in die Natur: Natürlicher Leichtbau in der Karosserie
(ID:45708475)
:quality(80)/p7i.vogel.de/wcms/76/46/76467f7b23e2e3edae666c6255b601f9/0126392770v2.jpeg "Tandem+ kombiniert zwei unabhängige Lichtbögen mit Zusatzdraht in einem Schmelzbad.
(Bild: Cloos)")
:quality(80)/p7i.vogel.de/wcms/cc/4d/cc4d92c224997e16f6580c98c0ed96c7/0130800023v2.jpeg "Ein internationales Konsortium unter Leitung von Tata Steel Nederland habe bedeutende Fortschritte bei der Entwicklung neuer zinkbeschichteter ultrafester Stähle erzielt. (Bild: Tata Steel)")