:quality(80)/p7i.vogel.de/wcms/a1/2f/a12fb240e5f1259f7bb5937f742fc7f0/0113143253v1.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/2a/fe/2afe1b1c986d07ec8b12d98ffd556722/0132120606v2.jpeg "Außenaufnahme WK Metall GmbH (Bild: WK Metall GmbH)")
:quality(80)/p7i.vogel.de/wcms/2c/1c/2c1cfea7f88a171670687b6718b18d09/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/0a/20/0a20d53247a50116929d102dc0b035c4/0132212438v1.jpeg "Die Montage des Unterbodenschutzes bei Fahrzeugen belastet meistens die Mitarbeiter mehr als andere Jobs. Deshalb versuchen Forscher des Fraunhofer IWU den Prozess zu automatisieren. Das ist aber nicht so einfach! Hier erklären die Experten aber, was man dennoch machen kann ... (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/50/d9/50d90ae2e3723852afa7af9f896d5cfa/0132136237v1.jpeg "Das Rührreibschweißen kennen einige vielleicht. Damit kann man sogar unterschiedliche Metalle miteinander verbinden. Forscher haben nun einen neuen Ansatz für diese Art der Fügens im Auge, welcher der Industrie neue Vorteile ins Spiel bringen kann ... (Bild: IKT)")
:quality(80)/p7i.vogel.de/wcms/92/d4/92d493ff6680ff4f705b4ec885ac8a07/0132073916v1.jpeg "Jetzt gibt es endlich eine Säge mit XXL-Drehtisch, damit man sozusagen tonnenschwere Kunststoff- oder Faserverbundwerkstoff-Platten oberflächenschonend und flott schneiden kann. Sie heißt FK-6 und gebaut hat sie IMA Schelling Precision. Lesen Sie hier, was man gemacht hat ... (Bild: IMA Schelling Precision)")
:quality(80)/p7i.vogel.de/wcms/5f/5b/5f5baccd02f6a2553093b05e493b4975/0132235826v1.jpeg "Nicht ganz ohne Gruselfaktor! Ubtech hat jetzt seine neue Modellreihe ultra-bionischer Roboter vorgestellt. Sie heißt Uworld U1 und soll von der Industrie bis zum Verbraucher vermarktet werden. Hier mehr zu dieser Vision, die längst keine mehr ist, wie es scheint ... (Bild: Ubtech Robotics)")
:quality(80)/p7i.vogel.de/wcms/3c/f1/3cf145b2aad655d1e2d934b14e81b1b7/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/0a/d9/0ad9cfa383c572930d699790e99c9580/0132016788v1.jpeg "Humanoide Roboter gelten als die Automation der Zukunft, bei der Kompetenzen aus unterschiedlichen Disziplinen zusammenkommen. Die Messe Automatica 2027, veranstaltet von der Messe München, wird das Thema deshalb nicht umsonst ganz groß aufziehen ... (Bild: Messe München / M. Broenner)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/83/bc/83bc18578a721d095f70c82b49373ffc/0132119368v1.jpeg "Am Fraunhofer-Institut für Angewandte Polymerforschung (IAP) hat man neue Metalleffektpigmente entwickelt, die spritzgegossenen Kunststoffteilen einheitliche Oberflächen geben. Links ein üblich ausgerüstetes Teil (schwarzer Streifen), rechts mit Spezialpigmenten – ohne Streifen. (Bild: Fraunhofer IAP / J. Galties)")
:quality(80)/p7i.vogel.de/wcms/09/cb/09cbd409df916c7787b94754b41bd570/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/f0/57/f05707bff926bf27e2151eb13ed27975/0132257018v1.jpeg "Länger ohne Mehr! Der Autobranchenexperte Ferdinand Dudenhöffer ist angesichts der Lage bei Volkswagen dafür, dass für einige Jahre die 35-Stunden-Woche ad acta gelegt werden sollte, damit Erholung kommen kann ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/55/d5/55d5011860c1751565f5cf77bbe25b29/0132010251v1.jpeg "Kann gemacht werden! Die EU-Staaten haben abgestimmt und sind offensichtlich der Meinung, dass man den geplanten US-Zolldeal umsetzen sollte ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/da/94/da942b13a8bfbbdd3495a10524bcd324/0132241766v2.jpeg "Aufstellung zur Übergabe des 100.000sten aufgearbeiteten Gebrauchtstapler (v.l.): Jungheinrich-Vertriebsvorständin Nadine Despineux, MVN-Geschäftsführer Giuliano Santi und Tino Alban, Werkleiter Jungheinrich-Gebrauchtgeräte-Zentrum Dresden. (Bild: Jungheinrich)")
:quality(80)/p7i.vogel.de/wcms/56/3d/563d1adbe480f221fd0be38c6d288bae/0132223933v2.jpeg "Vapic präsentiert auf der AMB 2026 sein Portfolio für die industrielle Teilereinigung – von Sonderanlagen über Lohnreinigung bis hin zu Reinigungschemie für unterschiedliche Fertigungsanforderungen. (Bild: vapic)")
:quality(80)/p7i.vogel.de/wcms/fe/80/fe8074360a4b127a5476f1d210c47c6a/0132055398v1.jpeg "Der Akku-Rohrschneider des Typs M18 Fuel Fpcs-502X von Milwaukee wiegt inklusive Akku keine vier Kilogramm. Aber das ist längst nicht der einzige Pluspunkt für den Anwender ... (Bild: Milwaukee Tool)")
:quality(80)/p7i.vogel.de/wcms/ea/5d/ea5d894e03b9c7f8eac1cdd5f7d736a4/0132048074v1.jpeg "Links ist ein sogenannter Pressluftatmer des Modells M1 vom Hersteller MSA zu sehen. Rechts daneben handelt es sich um dessen Trageplatte. Letztere wird aus dem BASF-Polyamid Ultramid A3XZC3 ESD gefertigt, wie man aus Ludwigshafen erfährt – aber auch, warum das so ist ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/b7/db/b7db523c488366fa4f173a5a17d64150/0132258941v1.jpeg "Stellantis hat wieder Rückenwind, nachdem der Automobilmix-Konzern herbe Einbrüche erleben musste. Allerdings werde das Engagement in Europa gedrosselt ... (Bild: Stellantis)")
:quality(80)/p7i.vogel.de/wcms/e4/b8/e4b8cdc6ac95f1e59a28232c2a059e26/0132256302v1.jpeg "Seitdem die Aufsichtsratssitzung bei VW letzte Woche ohne Informationen zu Werksschließungen an die Belegschaft beendet wurde, kochen die Gemüter hoch. Immerhin räumt VW-Konzernchef Oliver Blume ein, dass es Alternativen zu Schließungen gibt ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/56/28/56280b9f1d141d211a5a21969985fe22/0132185470v1.jpeg "Das kennt so gut wie jeder! Ein gewöhnliches Flugzeugtriebwerk, das mit fossilen Brennstoffen für Schub sorgt. Doch weil das der Umwelt nicht guttut, treiben MTU und Airbus die Entwicklung von Brennstoffzellen-Triebwerken voran ... (Bild: MTU)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Elektromobilität Radnabenmotor-Formspulen besser umformen
Der Radnabenmotor ist ein interessantes Antriebskonzept für die Elektromobilität. Die maximal verfügbare Leistung eines Radnabenmotors ist jedoch durch den Bauraum in der Felge begrenzt. Konisch geformte Formspulen mit rechteckigem Drahtquerschnitt bieten das Potenzial, die Leistungsdichte des Radnabenmotors zu erhöhen, da sie den Bauraum besser ausfüllen als herkömmlich gewickelte Spulen aus Runddraht.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/30200/30217/65.jpg "LOGO.jpg ()")
Vorhergehende wissenschaftliche Untersuchungen haben gezeigt, dass die gusstechnische Herstellung solcher Formspulen möglich, aber mit hohen Kosten verbunden ist. Aus diesem Grund wird nun in einem vom Bundesministerium für Bildung und Forschung (BMBF) geförderten Forschungsprojekt die umformtechnische Herstellung von Formspulen aus ETP-Kupfer untersucht. Das Ziel des Forschungsvorhabens ist ein großserientauglicher und wirtschaftlicher Herstellungsprozess für hocheffiziente Spulen mit einer Stückzahl von mehreren Millionen Spulen pro Jahr. Das Projektkonsortium besteht aus dem Automobil- und Industriezulieferer Schaeffler, dem Druckgussspezialisten Breuckmann, sowie den Instituten für Elektrische Maschinen (IEM) und für Bildsame Formgebung (IBF) der RWTH Aachen University.
:quality(80)/images.vogel.de/vogelonline/bdb/1436700/1436793/original.jpg "(IBF)")
:quality(80)/images.vogel.de/vogelonline/bdb/1436700/1436796/original.jpg "(IBF)")
:quality(80)/images.vogel.de/vogelonline/bdb/1436700/1436797/original.jpg "(IBF)")
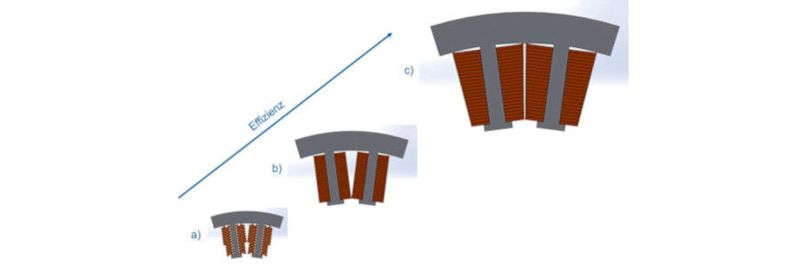
Die in Bild 1 gezeigte Formspule soll beim von Schaeffler entwickelten elektrischen Radnabenantriebskonzept „E-Wheel Drive“ genutzt werden und die bis dato verwendeten Runddrahtwicklungen ersetzen. Schaeffler erhofft sich dadurch eine Steigerung des Nutfüllfaktors von circa 50 % (Runddrahtwicklung) auf circa 75 % (Formspule).
Kooperation mit Unternehmen
Zur umformtechnischen Herstellung von Formspulen wurden in Kooperation der Firma Breuckmann und des IBF vier Konzepte entwickelt, simulativ untersucht und praktisch erprobt:
- eine „freie“ Umformung ohne Formzwang (Bild 2a),
- ein mehrstufiger Umformprozess, in dem die Sollgeometrie schrittweise angenähert wird (Bild 2b),
- eine Umformung mit Gegenhalter (Bild 2c) und
- eine Umformung in einer 3D-gedruckten Gegenspule als zusätzlichem Werkzeug (Bild 2d).
Die besten Ergebnisse der praktischen Erprobung der Konzepte erzielten der mehrstufige Umformprozess und die Umformung mit Gegenspule (Bild 3). Mit dem mehrstufigen Umformprozess wurden maschinell hergestellte Spulenrohlinge mit einer initialen Drahtbreite von 2,5 mm in zwei Prozessschritten auf eine Drahtbreite von 3,8 mm verpresst, was der Breite der schmalsten Windung der Formspulen entspricht.
Die auf diese Weise hergestellten Spulen zeichneten sich durch eine hohe Formfüllung und eine homogene Umformung der einzelnen Lagen aus (Bild 3 b). Im nächsten Arbeitsschritt wird ein Prototypenwerkzeug konstruiert, mit dem Formspulen mit der finalen Geometrie (Bild 1 c) hergestellt werden, um diese in einem Demonstratormotor der Firma Schaeffler zu erproben.
Herstellung in einem Prozessschritt
Das Konzept der Umformung mit Gegenspule bietet den Vorteil, dass die Endgeometrie der Formspule in einem Prozessschritt hergestellt werden kann. Zudem wurde durch dieses Konzept der homogenste Drahtquerschnitt erreicht (Bild 3 d), da die Windungen der Formspule durch die Gegenspule voneinander getrennt sind und nicht gegeneinander verrutschen können.
Aus diesem Grund wird auch dieses vielversprechende Konzept weiterentwickelt. Dazu wird in einem nächsten Schritt an einer Vorrichtung zur Entnahme der verpressten Spulen aus der Gegenspule gearbeitet. Durch eine parallel laufende Konstruktion einer Gegenspule mit 20 Windungen sollen auch mit diesem Konzept Prototypen hergestellt werden, die in dem Radnabenmotor der Firma Schaeffler erprobt werden. Durch einen Vergleich dieses Technologieträgers und einer Referenzmaschine mit herkömmlich gewickelten Spulen aus Runddraht und gleichem Magnetkreis soll die erreichbare Effizienzsteigerung der neuen Technik bewertet werden.
:quality(80)/images.vogel.de/vogelonline/bdb/1404200/1404211/original.jpg "Steigt die Anzahl der Elektrofahrzeuge, werden sich auch die Fertigungsverfahren verändern. Für den Maschinenbau bietet sich hier ein Potenzial, auf das er bereits heute reagieren kann. (ZF Friedrichshafen)")
Die Elektromobilität als Chance für den Maschinenbau
Dank der Autoren
Dieses Forschungs- und Entwicklungsprojekt wird mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) im Rahmenkonzept „Serienflexible Technologien für elektrische Antriebe von Fahrzeugen 2 (E-Antriebe 2)“ gefördert und vom Projektträger Karlsruhe (PTKA) betreut. Die Verantwortung für den Inhalt dieser Veröffentlichung liegt bei den Autoren.
* Daniel Petrell ist wissenschaftlicher Mitarbeiter am Institut für Bildsame Formgebung der RWTH Aachen in 52056 Aachen, Dr. András Bárdos ist technischer Leiter sowie Leiter Forschung und Entwicklung der Breuckmann GmbH & Co. KG in 42579 Heiligenhaus und Christian Hecker ist Projektmanager Entwicklung Radnabenantriebe bei der Schaeffler Technologies AG & Co. KG in 91074 Herzogenaurach
(ID:45380842)
:quality(80)/p7i.vogel.de/wcms/e0/c0/e0c0420d8fc06d0d00c195dc5665898b/0129621497v1.jpeg "Leichtbau-Pusher! Was der Roboterarm hier blaues in den Klauen hat, nennt sich Steppwelder und wurde vom MPA der Universität Stuttgart entwickelt. Damit wird es endlich möglich, dass Roboter das Rührreibschweißen ohne größeren Aufwand in Serie durchführen können. (Bild: MPA der Uni Stuttgart / D. Walz)")
:quality(80)/p7i.vogel.de/wcms/d4/e3/d4e34fcb31fb2473dc77949cbc038fee/0125792987v2.jpeg "Für Constantia Teich erweiterte Vollert ein bestehendes Hochregallager inklusive Anlagentechnik und abschließender Konformitätsprüfung. (Bild: Vollert)")