:quality(80)/p7i.vogel.de/wcms/2a/fe/2afe1b1c986d07ec8b12d98ffd556722/0132120606v2.jpeg "Außenaufnahme WK Metall GmbH (Bild: WK Metall GmbH)")
:quality(80)/p7i.vogel.de/wcms/2c/1c/2c1cfea7f88a171670687b6718b18d09/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/40/a0/40a0b2d9cd663e5521a527eef3d5dd39/0130909850v2.jpeg "Mit der Investition in eine hydraulische, mit Ziehkissen ausgestattete Umformpresse stärkt die Hans Eberle AG ihre Ausrichtung als Komplettanbieter für Blechteile und Baugruppen aus Blech. (Bild: SMM)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/50/d9/50d90ae2e3723852afa7af9f896d5cfa/0132136237v1.jpeg "Das Rührreibschweißen kennen einige vielleicht. Damit kann man sogar unterschiedliche Metalle miteinander verbinden. Forscher haben nun einen neuen Ansatz für diese Art der Fügens im Auge, welcher der Industrie neue Vorteile ins Spiel bringen kann ... (Bild: IKT)")
:quality(80)/p7i.vogel.de/wcms/92/d4/92d493ff6680ff4f705b4ec885ac8a07/0132073916v1.jpeg "Jetzt gibt es endlich eine Säge mit XXL-Drehtisch, damit man sozusagen tonnenschwere Kunststoff- oder Faserverbundwerkstoff-Platten oberflächenschonend und flott schneiden kann. Sie heißt FK-6 und gebaut hat sie IMA Schelling Precision. Lesen Sie hier, was man gemacht hat ... (Bild: IMA Schelling Precision)")
:quality(80)/p7i.vogel.de/wcms/3c/f1/3cf145b2aad655d1e2d934b14e81b1b7/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/0a/d9/0ad9cfa383c572930d699790e99c9580/0132016788v1.jpeg "Humanoide Roboter gelten als die Automation der Zukunft, bei der Kompetenzen aus unterschiedlichen Disziplinen zusammenkommen. Die Messe Automatica 2027, veranstaltet von der Messe München, wird das Thema deshalb nicht umsonst ganz groß aufziehen ... (Bild: Messe München / M. Broenner)")
:quality(80)/p7i.vogel.de/wcms/d6/2f/d62fdbde54921cedb63ab6d40a1aa1de/0131971039v2.jpeg "Mit dem EasyGrinder festigt Minerd & Sons seine Position als technologischer Vorreiter. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/6d/5d/6d5d6c27f2fee19df504bad3ca550497/0131834600v1.jpeg "Acht vollautomatische Produktionskreissägen längen stangenförmige Halbzeuge bis 180 Millimeter Durchmesser bei SEW-Eurodrive in der Smart Factory Halle Nord bei Karlsruhe auf Sollmaß ab. Die Versorgung geschieht über Kasto-Systeme. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/83/bc/83bc18578a721d095f70c82b49373ffc/0132119368v1.jpeg "Am Fraunhofer-Institut für Angewandte Polymerforschung (IAP) hat man neue Metalleffektpigmente entwickelt, die spritzgegossenen Kunststoffteilen einheitliche Oberflächen geben. Links ein üblich ausgerüstetes Teil (schwarzer Streifen), rechts mit Spezialpigmenten – ohne Streifen. (Bild: Fraunhofer IAP / J. Galties)")
:quality(80)/p7i.vogel.de/wcms/09/cb/09cbd409df916c7787b94754b41bd570/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/55/d5/55d5011860c1751565f5cf77bbe25b29/0132010251v1.jpeg "Kann gemacht werden! Die EU-Staaten haben abgestimmt und sind offensichtlich der Meinung, dass man den geplanten US-Zolldeal umsetzen sollte ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/fe/80/fe8074360a4b127a5476f1d210c47c6a/0132055398v1.jpeg "Der Akku-Rohrschneider des Typs M18 Fuel Fpcs-502X von Milwaukee wiegt inklusive Akku keine vier Kilogramm. Aber das ist längst nicht der einzige Pluspunkt für den Anwender ... (Bild: Milwaukee Tool)")
:quality(80)/p7i.vogel.de/wcms/ea/5d/ea5d894e03b9c7f8eac1cdd5f7d736a4/0132048074v1.jpeg "Links ist ein sogenannter Pressluftatmer des Modells M1 vom Hersteller MSA zu sehen. Rechts daneben handelt es sich um dessen Trageplatte. Letztere wird aus dem BASF-Polyamid Ultramid A3XZC3 ESD gefertigt, wie man aus Ludwigshafen erfährt – aber auch, warum das so ist ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/ba/10/ba10c48e177aa550977a16a34021c8ff/0131953069v1.jpeg "Fixer als es mit Winkelschleifer & Co. möglich gewesen wäre, verrundet Kollinger-Geschäftsführer Markus Kollinger mit dem Trumpf-Kantenfräser Trutool TKA 700 eine Kante eines Aluminiumblechs für das Scheibenpferd. Einfach Schutzbrille auf, Handschuhe an, Kantenfräser einschalten – und schon geht’s los! (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/aa/53/aa53845fd159bc3b6c9972dc5b686398/0131950116v1.jpeg "Dieser Mitarbeiter einer Firma gehört zur Spezies der Alleinarbeiter. Manchmal kann es entspannend sein, quasi sein eigener Herr zu sein, doch was ist, wenn ein Notfall vorliegt. Dann retten etwa Totmannschalter von Almas Industries (hier am Gürtel befestigt) Leben ... (Bild: Almas Industries)")
:quality(80)/p7i.vogel.de/wcms/9f/34/9f344a160cddbfa0a60ec8202477ad74/0132144916v1.jpeg "Die Nachrichtenagentur Reuters hat erfahren, dass Airbus nun plant, in diesem Jahr noch auf eine Auslieferungszahl an Verkehrsmaschinen von rund 900 Stück zu kommen ... (Bild: Airbus)")
:quality(80)/p7i.vogel.de/wcms/ea/48/ea486fef7caf68db663304097cc8c831/0132142400v1.jpeg "Rekordauftrag für U-Boot-Bauer TKMS. Kanada hat ambitionierte Pläne, um seine lange Küste zu schützen. Das soll in einiger Zeit mithilfe von einem Dutzend U-Booten des Modells 212CD garantiert werden ... (Bild: TKMS)")
:quality(80)/p7i.vogel.de/wcms/56/35/563571d43e2eebd131be6039453cd40d/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Metall ADI – leichter als Aluminium, härter als Stahl
Seit Jahrzehnten stehen Bauteile aus Aluminium, Titan oder Magnesium für eine Gewichtsoptimierung anspruchsvoller Konstruktionsbauteile. ADI könnte das ändern.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5f/3a/5f3a7e66d4e34/doerken-coatings-rgb.png "doerken_coatings_RGB.png (DÖRKEN Coatings)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/98600/98681/65.jpg "logo.png ()")
- Der Gusseisenwerkstoff ADI weist bei gleicher Bruchdehnung eine doppelt so hohe Festigkeit auf wie konventionelles Gusseisen mit Kugelgraphit.
- Der Festigkeitsbereich von ADI reicht von 800 N/mm2 bei Dehnungen von mindestens 10 % und hohen Dauerfestigkeiten bis zu verschleißfesten Sorten mit 1600 N/mm2.
- Aufgrund der hohen Festigkeits- und Dehnungswerte können bei vorgegebenen Lasten extrem leichte Bauteile mit großer Geometriefreiheit konstruiert werden.
Bei der Entscheidung für einen geeigneten Werkstoff hat der Konstrukteur die Qual der Wahl: entweder hochfest, aber spröde oder zäh, aber weniger fest. Eine Annäherung dieser gegenläufigen Eigenschaften schließt sich bei konventionellen Konstruktionswerkstoffen aus. In diesem Spannungsfeld eröffnet die Gruppe der Gusseisenwerkstoffe ADI neue Horizonte, denn hier gilt: „Strength meets toughness.“ ADI steht für austempered ductile iron und bezeichnet einen wärmebehandelten, duktilen (verformbaren) Sphäroguss, der bei gleicher Bruchdehnung (bis 10 %) eine doppelt so hohe Festigkeit (bis 1600 N/mm2) wie konventionelles Gusseisen mit Kugelgraphit aufweist. Die Zugfestigkeit ist vergleichbar mit der von Stahlsorten wie 16MnCr5 oder 42CrMo4 – bei exponentiell besseren Formgebungseigenschaften. Im Verhältnis zu anderen Sphärogussen liegen die Dauerfestigkeitswerte auf fast doppelt so hohem Niveau. ADI hat als typischer Gusseisenwerkstoff aufgrund seines hohen Graphitanteils eine etwa 10 % geringere Dichte als Stahl und weist das für Gusseisen übliche gute (Geräusch-)Dämpfungsvermögen auf.
Festigkeitsbereiche und KID-Werte von ADI
Die Werkstoffgruppe der ausferritischen Gusseisenwerkstoffe nach DIN EN 1564, also ADI-Werkstoffe, schließt die Lücke zwischen Vergütungsstählen für Massivumformung und den altbekannten Gusseisensorten mit Kugelgraphit (EN-GJS). Stahlguss kann durch ADI teilweise ersetzt werden. Der Festigkeitsbereich des Werkstoffs reicht von 800 N/mm2 bei Dehnungen von mindestens 10 % und hohen Dauerfestigkeiten bis zu verschleißfesten Sorten mit 1600 N/mm2.
:quality(80)/images.vogel.de/vogelonline/bdb/1530100/1530194/original.jpg "(Brechmann-Guss)")
:quality(80)/images.vogel.de/vogelonline/bdb/1530100/1530174/original.jpg "(Brechmann-Guss)")
:quality(80)/images.vogel.de/vogelonline/bdb/1521300/1521384/original.jpg "(Brechmann-Guss)")
Das Kerbempfindlichkeitsverhältnis gibt das Verhältnis der Dauerfestigkeit von ungekerbten und gekerbten Proben an. Für ADI liegt der Wert bei den untersuchten Kerbgeometrien zwischen 1,2 und 1,6, während er für Schmiedestahl schlechtere Werte zwischen 2,2 und 2,4 erreicht. Anders als bei konventionellen Gusseisensorten mit Kugelgraphit verläuft die Dauerfestigkeit von ungekerbten ADI-Proben nicht proportional zur Zugfestigkeit, sondern zeigt ein Maximum für die Werkstoffe, die aufgrund der Temperaturführung bei der Wärmebehandlung einen besonders hohen Anteil an stabilisiertem Austenit enthalten. Die Zugfestigkeit ist bei ADI kein Maß für die Dauerfestigkeit – eine Beurteilung sollte also über die KIC/KID-Werte (nach Charpy oder Izod) erfolgen. Diese Empfehlung entspricht aktuellen Konzepten der Bruchmechanik wie dem instrumentierten Stab-Kerbschlagversuch, um dynamische Bruchzähigkeitsparameter KID zu bestimmen beziehungsweise die Bruchzähigkeit im ebenen Dehnungszustand KIC zu ermitteln.
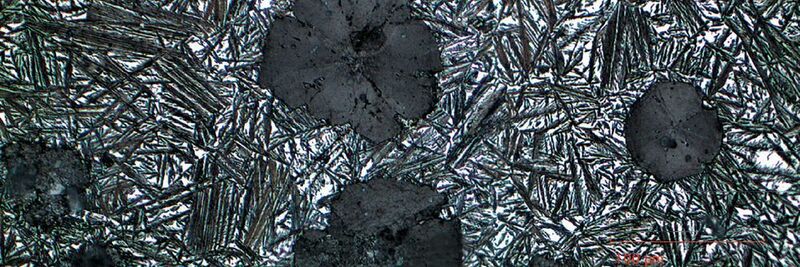
Wie aus Sphäroguss ADI entsteht
ADI wird durch eine mehrstufige Wärmebehandlung aus Sphäroguss hergestellt. Ziel der Wärmebehandlung ist die Einstellung eines Gefüges aus nadeligem Ferrit in einer mit Kohlenstoff übersättigten Austenitmatrix. Durch den hohen Kohlenstoffgehalt wird der Austenit auch bei Raumtemperatur und bei tieferen Temperaturen stabilisiert. Als Bezeichnung für dieses Gefüge hat sich Ausferrit eingebürgert. Das Gussstück wird in einem Schutzgasofen bei 840 bis 950 °C vollständig austenitisiert. Im zweiten Behandlungsschritt erfolgt eine schnelle Abkühlung, meist im bewegten Salzbad, auf eine Umwandlungstemperatur zwischen 235 und 425 °C. Über die Temperatur des Bades wird die Güte des ADI eingestellt. Die maximale Dauer des Abkühlvorgangs für diesen Schritt darf bei unlegiertem Sphäroguss als Basiswerkstoff 30 s nicht überschreiten. Die wichtigste Bedingung für eine einwandfreie Vergütung ist die Vermeidung der Perlitbildung während der Abkühlung.
Nach Erreichen der Temperatur für die Umwandlung des Austenits beginnt die Bildung des nadelförmigen Ferrits. Dieser α-Mischkristall im System Fe-C hat eine viel geringere Löslichkeit für Kohlenstoff als der Austenit. Der aus dem α-Mischkristall verdrängte überschüssige Kohlenstoff reichert sich im Austenit an und behindert diesen in seiner Umwandlung zu Ferrit. So wird der Austenit stabilisiert – eine Art Kühlschrankeffekt. Solange die Betriebstemperatur des Bauteils nicht an die 300 °C herankommt, bleibt das so erzeugte Gefüge stabil.
Freiheit in der Formgebung und dünnere Wände
Aufgrund der hohen Festigkeits- und Dehnungswerte können bei vorgegebenen Lasten extrem leichte Bauteile konstruiert werden. ADI-Konstruktionen können sogar leichter als Aluminiumbauteile sein. ADI steht bei niedrigeren Kosten im Wettbewerb mit Stahlguss, mit vergüteten Schmiedestählen mit hoher Festigkeit wie 16MnCr5, 42CrMo4 und 34CrNiMo6, andererseits aber auch bei höheren mechanischen Anforderungen zu typischen Leichtbauwerkstoffen wie Aluminium und Magnesium.
Einen oft unterschätzten Aspekt bringen erst die wesentlichen Vorteile der ausferritischen Gusseisenqualitäten zur Geltung. Im Vergleich zu Stahlguss- oder Stahlschmiedeteilen besticht ADI durch eine weitgehende Freiheit der Formgebung, die darauf beruht, dass die Basislegierung ein Sphäroguss ist. Diese Legierung bestimmt die Form- und Gießbarkeit. Während Stahlguss eher träge fließt und zur Lunkerbildung neigt, ist Sphäroguss geradezu pflegeleicht. Dadurch erweitern sich die Möglichkeiten der Formgebung und der Kreislaufanteil am Gussstück sowie die Lunkergefahr sind bei dem Werkstoff deutlich niedriger.
Außerdem kann man ADI-Bauteile filigraner bauen als solche mit Stahlguss, bei dem bedingt durch den Werkstoff Wandstärken ab 8 mm möglich sind. Aber auch mit ADI sollte man nicht unter 5 mm gehen. Das bedeutet für einen Kostenvergleich, dass nur ein mit dem entsprechenden Werkstoff konstruktiv optimiertes Bauteil vergleichbar ist. Denn bionische, Lastfall angepasste Konstruktionen in ADI sind die Zielrichtung, keine geometriegleichen Bauteile. Bei Geometriegleichheit erhält man eine vage Kosteninformation, der technische Vorteil fehlt.
:quality(80)/images.vogel.de/vogelonline/bdb/1479100/1479152/original.jpg "Verschleiß ist unumgänglich. Wichtig ist die Auswahl des für die jeweilige Anwendung geeigneten Werkstoffs. Die günstigste Variante ist dabei nicht immer auch die wirtschaftlichste. (Klaus Vollrath)")
Verschleißbeständigkeit
Durch Werkstoffauswahl den Verschleiß reduzieren
:quality(80)/images.vogel.de/vogelonline/bdb/1466400/1466487/original.jpg "Um den neuen Hybridwerkstoff herzustellen, fügen die Forscher in den Metallschwamm des Fraunhofer-IWU den Holzschaum ein. (Manuela Lingnau/Fraunhofer-WKI)")
Materialforschung
Hybridwerkstoff aus Holz und Metall
* Ulf Schliephake arbeitet im technischen Vertrieb bei Brechmann-Guss in 33758 Schloß Holte-Stukenbrock
(ID:45645549)
:quality(80)/p7i.vogel.de/wcms/da/91/da91fbc02db25b73d004789167b69e92/0126403825v2.jpeg "Potenzielle Anwendungsfelder der Schrauben Maxxtip von Ejot im Automobilbereich. (Bild: Ejot)")
![Sie sieht die fertige Stahl-Aluminium-Verbindung aus, die durch das Laserstrahlsweißen mit sich kreuzenden Strahlen entsteht. Die Festigkeit sei wesentlich höher als bei der üblichen Verbindungsmethode – dem Explosionsschweißen. ([Bild: , Bild: ]LZH)](https://cdn1.vogel.de/lBWEYtfugGhR28VDNMFO0dObcSg=/392x392/smart/filters:format(jpg):quality(80)/p7i.vogel.de/wcms/fc/e9/fce9c8945e0aa051305327abbd5cde06/0125927013v1.jpeg "Sie sieht die fertige Stahl-Aluminium-Verbindung aus, die durch das Laserstrahlsweißen mit sich kreuzenden Strahlen entsteht. Die Festigkeit sei wesentlich höher als bei der üblichen Verbindungsmethode – dem Explosionsschweißen. ([Bild: , Bild: ]LZH)")