:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/40/a0/40a0b2d9cd663e5521a527eef3d5dd39/0130909850v2.jpeg "Mit der Investition in eine hydraulische, mit Ziehkissen ausgestattete Umformpresse stärkt die Hans Eberle AG ihre Ausrichtung als Komplettanbieter für Blechteile und Baugruppen aus Blech. (Bild: SMM)")
:quality(80)/p7i.vogel.de/wcms/62/46/624662bd9aa9b65976c991e0cb9a3f39/0131649938v1.jpeg "Das Duisburger Warmbandwerk 4 von Thyssenkrupp Steel Europe hat nach einem Brand wieder die Produktion aufgenommen ... (Bild: thyssenkrupp Steel Europe AG)")
:quality(80)/p7i.vogel.de/wcms/b7/f4/b7f42211ad9f19fdd6ebdc82220c923f/b3-20range-3000x1688v1.jpeg "Die gesamte Baureihe ist in Standardkonfigurationen erhältlich, während füranspruchsvollere Produktionsumgebungen maßgeschneiderte automatisierte Versionen eingesetzt werden können. (Bild: Salvagnini)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/d6/2f/d62fdbde54921cedb63ab6d40a1aa1de/0131971039v2.jpeg "Mit dem EasyGrinder festigt Minerd & Sons seine Position als technologischer Vorreiter. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/4b/99/4b996c30144372f825f5bf4946513f41/0131877945v1.jpeg "Wenn es nach dem Rüstungskonzern KNDS geht, dann erhält Deutschland zwei neue Produktionsstandorte für ein Panzerprojekt, damit die Versorgung gesichert werden kann ... (Bild: KNDS)")
:quality(80)/p7i.vogel.de/wcms/6d/5d/6d5d6c27f2fee19df504bad3ca550497/0131834600v1.jpeg "Acht vollautomatische Produktionskreissägen längen stangenförmige Halbzeuge bis 180 Millimeter Durchmesser bei SEW-Eurodrive in der Smart Factory Halle Nord bei Karlsruhe auf Sollmaß ab. Die Versorgung geschieht über Kasto-Systeme. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/8a/e7/8ae749764553b759afd861f0e7012e3c/bild1-1315x740v1.jpeg "Schweißzange beim Fügen einer B-Säule unter Laborbedingungen im Fraunhofer-IPK. (Bild: Fraunhofer-IPK)")
:quality(80)/p7i.vogel.de/wcms/e0/f6/e0f6d92b46faf64c6a6255bf88344895/0131756980v1.jpeg "Neura Robotics ist ein deutscher Spezialist für humanoide Roboter (Humanoide). Hier präsentiert sich der Mitgründer David Reger mit einem Vertreter dieser künstlichen Spezies. Er hat grund zum Lachen, denn man konnte von Investoren jüngst wieder über eine Milliarde Dollar einsammeln ... (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/f0/d3/f0d3916d41598da88769a17f0a3657f8/0131756867v1.jpeg "Bosch verliert im normalen Geschäft bekanntlich immens an Boden. Das soll sich nun ändern, indem man sich in Richtung künstlicher Intelligenz und humanoider Robotik stärker engagiert ... (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/a6/31/a6317601779bddbe38f9c699d726b082/0131954184v1.jpeg "Bei Innovent Technologieentwicklung in Jena hat man bewiesen, dass man mit Atmopshärendruckplasma Kupfer- (wie hier) und Silberoberflächen von Oxiden respektive von Sulfiden reinigen kann – ohne garstige Chemikalien und ohne viel Energieaufwand ... (Bild: Innovent)")
:quality(80)/p7i.vogel.de/wcms/ba/10/ba10c48e177aa550977a16a34021c8ff/0131953069v1.jpeg "Fixer als es mit Winkelschleifer & Co. möglich gewesen wäre, verrundet Kollinger-Geschäftsführer Markus Kollinger mit dem Trumpf-Kantenfräser Trutool TKA 700 eine Kante eines Aluminiumblechs für das Scheibenpferd. Einfach Schutzbrille auf, Handschuhe an, Kantenfräser einschalten – und schon geht’s los! (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/8b/f1/8bf1918a26c9375ddd6abaa594851e39/screenshot-202026-04-02-20163710-662x372v1.png "Durch das Zusammenspiel horizontaler und vertikaler Schleifscheiben wird mühelos einen 2-mm-Radius erzeugt bei
maximaler Wirtschaftlichkeit. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/24/4d/244d3136a1fc0df5cbeb0db88f3382eb/0130420625v2.jpeg "Optimal ausgelegt für thermisch anspruchsvolle Anwendungen in der Industrie sind die Hochtemperatur-Faltenbälge von Höhl & Westhoff. Sie sind temperaturbeständig bis etwa 850 °C. (Bild: Höhl+Westhoff)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/9c/6c/9c6cb2efa037abba6cd414d337336e16/0131704313v1.jpeg "Das Statistische Bundesamt bescheinigt Deutschland im Rückblick auf das bisherige zweite Quartal 2026 einen leichten Zuwachs in Sachen Produktion und Export. Der Iran-Krieg bleibt ein Bremsfaktor. Und auch China hat die Ausfuhren deutlich gesteigert ... (Bild: © Yellow Boat - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/aa/53/aa53845fd159bc3b6c9972dc5b686398/0131950116v1.jpeg "Dieser Mitarbeiter einer Firma gehört zur Spezies der Alleinarbeiter. Manchmal kann es entspannend sein, quasi sein eigener Herr zu sein, doch was ist, wenn ein Notfall vorliegt. Dann retten etwa Totmannschalter von Almas Industries (hier am Gürtel befestigt) Leben ... (Bild: Almas Industries)")
:quality(80)/p7i.vogel.de/wcms/02/ae/02ae6c346cc9e321308a8fc58c1a98d9/0131743131v1.jpeg "Dieser Schweißfacharbeiter trägt, weil sonst kein System für die Schweißrauchabsaugung möglich war, einen Schutzhelm des Typs Vizor Air/3X Connect von Fronius als persönliche Schutzausrüstung. (Bild: Fronius)")
:quality(80)/p7i.vogel.de/wcms/95/7e/957ef4c1524fcbcf0241c5c160e98d15/0131690701v1.jpeg "Das Albromet-Management beobachte mit Staunen, wie sich morgens die ankommenden Mitarbeiter nach dem Umziehen von einem bunten Gemisch in ein Team verwandeln, das dann einen einheitlichen und markanten Auftritt durch Mewa-Arbeitskleidung hinlegt. (Bild: Mewa)")
:quality(80)/p7i.vogel.de/wcms/4c/9c/4c9c161f0df920ca99b34ce25c9c3434/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/45/73/457372ea9cc8820adf65efb0a85b2eff/0131978384v2.jpeg "Martin Brudermüller (rechts) hat den Aufsichtsratsvorsitz im Mai 2024 von Dr. Bernd Pischetsrieder übernommen. (Bild: © Mercedes-Benz Group AG)")
:quality(80)/p7i.vogel.de/wcms/33/4b/334b650950508ff81c55850c00084e03/0131950133v1.jpeg "Der BDI muss seine Meinung zum Wirtschaftswachstum revidieren. Es wird demnach deutlich schlechter, als erwartet. Der BDI-Präsident Peter Leibinger außerdem mit Blick auf China: „Führt die EU allgemeine Schutzzölle ein, wäre das unser Tod!“ ... (Bild: BDI)")
:quality(80)/p7i.vogel.de/wcms/8d/e6/8de6cfd3ee299ab230c5775c5a399367/0131725354v1.jpeg "Vor allem kleine und mittelständige Unternehmen tun sich bei Fördergeldanträgen nicht leicht, weiß die Hentschel Fördermittelberatung. Sie unterschätzten auch die Modalitäten, die beachtet werden müssten, um eine Genehmigung zu erhalten. Doch hier erfahren Sie, wie das geht ... (Bild: Stempelbude)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
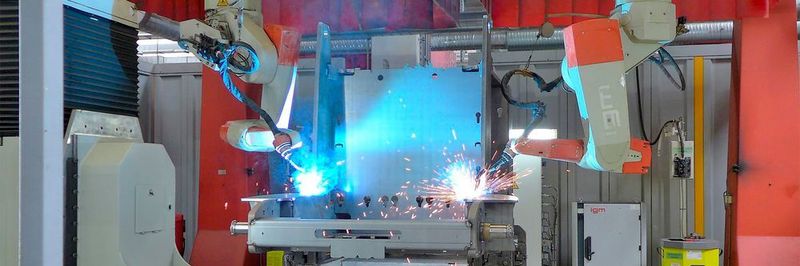
igm Robotersysteme / Jungheinrich Automatisiertes Qualitätsschweißen für sicheren Staplerbetrieb
Gegengewichtsstapler sowie Lager- und Systemfahrzeuge in Losgröße 1 – bei Jungheinrich wird jeder Kundenwunsch realisiert. Dafür muss die Fertigung flexibel sein. Schweißroboter von igm fertigen in den Moosburger Jungheinrich-Werken die Kernbaugruppen der Fahrzeuge.
Anbieter zum Thema
In den bayerischen Produktionsstandorten der Hamburger Jungheinrich AG werden im bayrischen Stammwerk Moosburg Gegengewichtsstapler und im benachbarten Industriegebiet Degernpoint Systemgeräte für innerbetriebliche Logistikprozesse gebaut. Das knapp vier Jahre alte Jungheinrich-Werk Degernpoint gilt als das derzeit modernste Werk für Lager- und Systemfahrzeuge.
Als eines der Gradmesser für die Qualität und die Leistungsstärke der Flurförderzeuge von Jungheinrich lässt sich unter anderem die hohe Exportrate heranziehen: Auf die Moosburger Werke bezogen, liegt sie bei etwa 90 %. Dabei ist hervorzuheben, dass in diesem Jahr etwa 22.000 Gegengewichtsstapler gebaut werden und in Degernpoint rund 3400 Lager- und Systemfahrzeuge. Gefertigt wird nach Kundenwunsch, was zum Teil eine Fertigung von Losgröße 1 bedeutet. Zu den Highlights zählen automatische Hochregalstapler, die Lasten auf eine Lagerfachhöhe von 17 m ablegen. „Die im Moosburger Stammwerk gefertigten Gegengewichtsstapler“, erläutert Bernhard Petermaier, stellvertretender Leiter Werksdienste, zu dessen Aufgaben auch die Planung von Anlagen und Einrichtungen gehören, „werden wunschgemäß mit Elektro- oder Verbrennungsmotoren ausgestattet. Wir haben unsere Fertigung sowohl in Moosburg als auch in Degernpoint so aufgebaut, dass wir weitestgehend ohne Rüstzeiten fertigen. Dabei ist die Fertigungstiefe in Degernpoint höher als im Stammwerk. Generell werden die zu bearbeitenden Stahlteile und die Schienen für die Hubmasten aus einem automatisch arbeitenden Lager den Sägen beziehungsweise den Laserschneidanlagen zugeführt. Es folgt im Stammwerk das automatische Fräsen. Rüstzeiten, außer Werkzeugwechsel bei Verschleiß, fallen nicht an, da nur die Enden selbst bei unterschiedlich langen Schienen in gleicher Weise bearbeitet werden. In Degernpoint gibt es noch die mechanischen Bearbeitungstechnologien Drehen und Biegen für die Fertigung von Kleinteilen für Masten, Rahmen und Fahrerstand.“
:quality(80)/images.vogel.de/vogelonline/bdb/1285400/1285415/original.jpg "(igm)")
:quality(80)/images.vogel.de/vogelonline/bdb/1285400/1285429/original.jpg "(Jungheinrich)")
:quality(80)/images.vogel.de/vogelonline/bdb/1285400/1285416/original.jpg "(igm)")
:quality(80)/images.vogel.de/vogelonline/bdb/1285400/1285417/original.jpg "(igm)")
Nach der Kommissionierung der zu verschweißenden Teile und Baugruppen werden die zu fügenden Teile positionsgerecht gespannt und geheftet. Die gehefteten Baugruppen werden in die igm-Werkstückpositionierer eingespannt und dort automatisch geschweißt. „Gerade für die Baugruppen, die wohl am härtesten beansprucht werden beziehungsweise für die Sicherheit der Jungheinrich-Fahrzeuge unmittelbar verantwortlich sind“, bekundet Petermaier, „realisieren wir hohe Qualitätsstandards durch das automatisierte Schweißen in den igm-Roboterzellen. Dort fertigen wir Hubmaste, Chassis, Fahrerplattformen und Hubzylinder.“
Bedienpanels sorgen für übersichtliche Visualisierung
Seit über 30 Jahren liefert das österreichische Unternehmen igm Robotersysteme AG, das in diesem Jahr seinen 50. Geburtstag feiert, Roboterzellen nach Moosburg. Derzeit arbeiten im Stammwerk insgesamt 22 Einzelroboter in Roboterzellen, in denen sie allein oder Hand in Hand mit einem weiteren Roboter zusammenarbeiten. In Degernpoint sind es elf igm-Roboter. „Wir“, hebt Petermaier hervor, „haben eine langjährige, sehr gut funktionierende Zusammenarbeit mit igm aufgebaut, bei der sich die Kollegen gut verstehen und mit gegenseitigem Verständnis an die Lösung der anstehenden Aufgaben gehen. Als wir beispielsweise vor vier Jahren insgesamt neun Roboteranlagen vom Stammwerk nach Degernpoint umsetzten, hat uns auch Martin Stettmeier, damals noch im igm-Service tätig, tatkräftig unterstützt. Er war neun Monate jeden Tag vor Ort.“
Ausschlaggebend für die jahrzehntelange Zusammenarbeit war die zuverlässige Qualitätsarbeit der igm-Roboterzellen. Doch auch die regelmäßigen Schulungen der Bediener in der Kornwestheimer igm-Roboter GmbH beziehungsweise in der igm-Zentrale im Wiener Neudorf haben die gute Zusammenarbeit kontinuierlich gefördert. „Erst Ende letzten Jahres beziehungsweise zu Beginn 2017 haben wir“, berichtet Petermaier weiter, „drei neue igm-Roboterzellen erhalten. Wir achten stets darauf, dass unsere Roboter und ihre Steuerungen nicht älter sind als eine Generation vor der aktuellen Robotertechnologie.“
Von den 22 igm-Robotern im Stammwerk arbeiten acht in vier baugleichen Roboterzellen, die vorrangig Hubmasten schweißen. Dort sind zwei Roboter der Baureihe RTE 400 installiert. Jeder der beiden Roboter hat seine eigene Steuerung und sein eigenes Programmierhandgerät. Die Steuerung der Bewegungen der Roboterachsen und der L-Positionierer, in die die Werkstücke eingespannt sind, erfolgt über die neueste von igm entwickelte K6-Steuerung. Für jeden der beiden Roboter gibt es ein Bedienpanel und ein Programmierhandgerät der neuesten, K6-Generation. „Ausgerüstet mit 15“-Touchscreens“, erläutert Peter Scheichenbauer, Vertriebsleiter igm Robotersysteme GmbH, Kornwestheim, „bieten diese Bedienpanels eine übersichtliche Visualisierung der Anlage und der Betriebszustände. Über die Bedienpanels wählt der Bediener die Betriebsart aus, ruft die Arbeitsprogramme auf, startet den automatischen Schweißprozess oder stellt den Programmiermodus ein. In diesem Fall greift der Bediener zum Programmierhandgerät und programmiert Schweißzyklen oder aktualisiert sie. Die programmierten schweißtechnischen Abläufe werden auf einem Server abgelegt und stehen für die Fertigung gleicher Baugruppen jederzeit zur Verfügung. Die Programme lassen sich bei Konstruktionsänderungen problemlos aktualisieren. Das gilt auch für die Bewegungen der L-Positionierer. Sie sichern, dass die Schweißnähte der sicherheitsrelevanten Baugruppen stets in die vorgeschriebene Wannenlage positioniert werden.“ Über den Touchscreen des Bedienpanels erhält der Bediener Meldungen zum Anlagenstatus, aber auch Anzeigen zu Störungen des Schweißprozesses. Angezeigt werden beispielsweise Gas- oder Wassermangel sowie Lichtbogenprobleme oder Brennerabschaltung. Ebenso wird der Status der L-Positionierer abgefragt und angezeigt: Ist ein Werkstück vorhanden, gespannt oder nicht gespannt. Durch dieses Bedienpanel, mit dem entsprechenden SPS-Programm ist eine Fehlbedienung nahezu ausgeschlossen.
Roboter für alle berührungsfreien Schweiß- und Schneidverfahren
Für die Zugänglichkeit der Schweißbrenner an die Schweißnähte sorgen je nach Arbeitsaufgabe bis zu 14 Achsen: Zu den sechs Roboterachsen in der Standardausführung bieten Drehsockel und Gelenkachse zwei weitere Roboterachsen. Je nach Bedarf erhöhen weitere periphere Achsen die Zugänglichkeit der Schweißbrenner an die Schweißnähte in der Wannenlage: Dazu stehen Fahrbahnen in X- und Y-Richtung sowie Höhenfahrwerke zur Verfügung. Ist der L-Manipulator zusätzlich zur Dreh- und Kippachse noch mit einem Hubwerk ausgerüstet, ergibt sich die Summe von 14 programmierbaren Achsen. Aber auch damit ist die Robotersteuerung noch lange nicht ausgelastet. Sie kann bis zu 32 Achsen ansteuern. Neben der Programmierung mithilfe des Programmierhandgeräts lassen sich die Bewegungen der Schweißdüse mühelos auch durchs Offline-Teachen programmieren. Generell lassen sich igm-Roboter für alle berührungsfreien Schweiß- und Schneidverfahren einsetzen. Je nach Material und Blechdicke werden die passenden Verfahren, wie WIG-Schweiß-, MIG-Löt-, Plasmalöt- und Plasmaschweißprozesse eingesetzt. In den überwiegenden Fällen sind es MIG / MAG Schweißprozesse. Die Jungheinrich-Werke in Moosburg setzen MAG-Schweißprozesse in unterschiedlichen Varianten ein: Sie reichen vom Einzeldraht- bis zum Tandem-Prozess, vom Baustahlschweißen bis zum Fügen von Feinkornstählen, die dank höherer Zugfestigkeit den Einsatz von Blechen geringerer Dicke ermöglichen. „Traditionell“, erläutert Scheichenbauer, „arbeiten wir eng mit dem österreichischen Schweißmaschinenbauer Fronius zusammen. Die Sparte Perfect Welding gilt als weltweiter Technologieführer im Marktsegment der Lichtbogen-Schweißtechnik und als Marktführer in Europa.“
Die innovative Konstruktion der igm-Roboter bietet gerade auch beim MAG-Schweißen in den bayerischen Jungheinrich-Werken praxiswirksame Vorzüge: Alle fürs Schweißen notwendigen Medien werden zuerst durch die erste Achse und dann durch die Hohlwelle in der Handachse geführt. Auf diese Weise kann der Brenner zwei Umdrehungen vollziehen. Das bringt wesentliche Vorteile bei der Zugänglichkeit an engen Werkstücken sowie bei kreisförmigen Nähten. Die Vorzüge der Gelenkbauweise nutzend, sorgen Drehstrom-Servoantriebe für hohe Beschleunigungen sowie spielfreie Getriebe für schnelle und exakte Bewegungsabläufe. Die Fertigung von Hubmasten im Stammwerk erfolgt im Pendelbetrieb. Während die beiden Roboter, gut abgeschirmt, beispielsweise in der linken Kabine arbeiten, wird hauptzeitparallel das nächste geheftete Schweißteil in den L-Manipulator eingespannt. Ist die Fertigung in der linken Kabine beendet, fahren die beiden Roboter auf der X-Achse in die rechte Kabine. Auch in der kürzlich nach Degernpoint gelieferten Schweißzelle arbeiten zwei igm-Roboter Hand in Hand. Sie arbeiten jedoch in nur einer Kabine. Dort schweißen sie Hubmastschienen, die bis 7,5 m lang sind. Gemessen an der Schweißzeit sind die Rüstzeiten recht kurz, so dass sich eine zweite Kabine mit einem entsprechend großen L-Manipulator nicht rentieren würde. Solche langen Hubmastschienen werden für die automatischen Hochregalstapler, die Lasten auf eine Lagerfachhöhe von 17 m ablegen können, gebraucht. In dieser Roboterzelle bewegen sich die igm Roboter auf einer zehn Meter langen X-Achse mit Querfahrwerk (Y-Achse). Die zu produzierenden Fahrerplatzträger bestehen aus Gründen der Gewichtsreduzierung aus unterschiedlichen Blechqualitäten. Das erfordert den Einsatz unterschiedlicher Schweißdrähte. Dort realisierte igm eine Doppeldrahtführung zum automatischen Wechseln der Drahtqualitäten.
Automatisierter Wechsel vom Single- zu Tandem-Schweißen
Die igm-Roboterzelle, in der Schwingschubrahmen für Hochregalstapler geschweißt werden, rüstete igm den Roboter so aus, dass er sowohl mit einem Singleschweißbrenner als auch mit einem Brenner fürs Tandemschweißen arbeiten kann. „Bei diesem Bauteil“, erläutert Petermaier, „sind große und lange Nähte zu schweißen. Gerade dort lohnt sich der Einsatz des Tandemschweißens. Durch dieses Verfahren konnten wir die Schweißzeit signifikant reduzieren. Auf die Schweißgeschwindigkeit bezogen, sind wir dort um etwa 70 % schneller. Auch in dieser Roboterzelle schweißen wir unterschiedliche Blechqualitäten sowohl im Single- als auch im Tandem-Verfahren. Daher müssen die unterschiedlichen Schweißbrennern auch mit unterschiedlichen Drahtqualitäten versorgt werden.“ „Dazu“, erklärt Scheichenbauer, „haben wir eine Sonderlösung der Zuführung von unterschiedlichen Drahtqualitäten aus sechs Drahtfässer erarbeitet. Am Roboter ist nur Platz für drei Drahtvorschubmotoren. An diese Vorschubmotoren werden alle sechs Drähte herangeführt. Zum Brennerwechsel, der dank Bajonettverschluss problemlos erfolgt, werden die aktuell geforderten Drähte manuell in die Vorschubmotoren eingeführt. Diese manuelle Prozedur“, betont Scheichenbauer, „erfordert weniger Zeit als der Austausch der Drähte durch das ganze Zuführpaket.“
„Der igm-Laser-Sensor kommt zum Einsatz“, so Scheichenbauer, „wenn die zu suchenden Flächen für die Kontaktaufnahme durch den taktilen Gasdüsensensor zu klein sind. Wenn man den Lasersensor nicht braucht, wird er abgelegt, damit keine zusätzlichen Störkanten entstehen.“ Dass igm stets auf der Suche nach Verbesserungen ist, zeigt die neue Lösung für den automatisierten Wechsel vom Single- zu Tandem-Schweißen. „Dazu haben wir“, berichtet Scheichenbauer, „ein neues Brennerwechselsystem entwickelt. Dabei wird nicht mehr das Schlauchpaket gemeinsam mit dem Brenner abgelegt. Bei der neuen Lösung gibt es nur noch ein Schlauchpaket, in dem zwei Drähte geführt werden. Das heißt, der Roboter, der zuvor die unterschiedlichen Schlauchpakete trägt, wird entlastet.“ Und Petermaier ergänzt zum Schluss: „Genau auf diese Lösung haben wir gewartet.“
:quality(80)/images.vogel.de/vogelonline/bdb/432800/432803/original.jpg "Die neue Schweißrobotergeneration RTi 400 von IGM findet nach Unternehmensangaben guten Anklang am Markt. (Bild: IGM)")
Schweißroboter
Modulare Roboter schweißen schwer zugängliche Nahtpositionen an Werkstücken
(ID:44873104)
:quality(80)/p7i.vogel.de/wcms/2c/4e/2c4e875a77d5a52fc041f666f0be0013/0125853162v2.jpeg "Die Automationslösungen von Cloos lassen sich flexibel skalieren und in unterschiedlichste Produktionsumgebungen integrieren. (Bild: Cloos)")
:quality(80)/p7i.vogel.de/wcms/76/46/76467f7b23e2e3edae666c6255b601f9/0126392770v2.jpeg "Tandem+ kombiniert zwei unabhängige Lichtbögen mit Zusatzdraht in einem Schmelzbad.
(Bild: Cloos)")