:quality(80)/p7i.vogel.de/wcms/a1/2f/a12fb240e5f1259f7bb5937f742fc7f0/0113143253v1.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/2a/fe/2afe1b1c986d07ec8b12d98ffd556722/0132120606v2.jpeg "Außenaufnahme WK Metall GmbH (Bild: WK Metall GmbH)")
:quality(80)/p7i.vogel.de/wcms/2c/1c/2c1cfea7f88a171670687b6718b18d09/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/0a/20/0a20d53247a50116929d102dc0b035c4/0132212438v1.jpeg "Die Montage des Unterbodenschutzes bei Fahrzeugen belastet meistens die Mitarbeiter mehr als andere Jobs. Deshalb versuchen Forscher des Fraunhofer IWU den Prozess zu automatisieren. Das ist aber nicht so einfach! Hier erklären die Experten aber, was man dennoch machen kann ... (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/50/d9/50d90ae2e3723852afa7af9f896d5cfa/0132136237v1.jpeg "Das Rührreibschweißen kennen einige vielleicht. Damit kann man sogar unterschiedliche Metalle miteinander verbinden. Forscher haben nun einen neuen Ansatz für diese Art der Fügens im Auge, welcher der Industrie neue Vorteile ins Spiel bringen kann ... (Bild: IKT)")
:quality(80)/p7i.vogel.de/wcms/92/d4/92d493ff6680ff4f705b4ec885ac8a07/0132073916v1.jpeg "Jetzt gibt es endlich eine Säge mit XXL-Drehtisch, damit man sozusagen tonnenschwere Kunststoff- oder Faserverbundwerkstoff-Platten oberflächenschonend und flott schneiden kann. Sie heißt FK-6 und gebaut hat sie IMA Schelling Precision. Lesen Sie hier, was man gemacht hat ... (Bild: IMA Schelling Precision)")
:quality(80)/p7i.vogel.de/wcms/3c/f1/3cf145b2aad655d1e2d934b14e81b1b7/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/0a/d9/0ad9cfa383c572930d699790e99c9580/0132016788v1.jpeg "Humanoide Roboter gelten als die Automation der Zukunft, bei der Kompetenzen aus unterschiedlichen Disziplinen zusammenkommen. Die Messe Automatica 2027, veranstaltet von der Messe München, wird das Thema deshalb nicht umsonst ganz groß aufziehen ... (Bild: Messe München / M. Broenner)")
:quality(80)/p7i.vogel.de/wcms/d6/2f/d62fdbde54921cedb63ab6d40a1aa1de/0131971039v2.jpeg "Mit dem EasyGrinder festigt Minerd & Sons seine Position als technologischer Vorreiter. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/c6/22/c6227f988477b3b097fc42e598e9aee0/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/c7/f8/c7f8c86838f4076e636a23f613be168c/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/83/bc/83bc18578a721d095f70c82b49373ffc/0132119368v1.jpeg "Am Fraunhofer-Institut für Angewandte Polymerforschung (IAP) hat man neue Metalleffektpigmente entwickelt, die spritzgegossenen Kunststoffteilen einheitliche Oberflächen geben. Links ein üblich ausgerüstetes Teil (schwarzer Streifen), rechts mit Spezialpigmenten – ohne Streifen. (Bild: Fraunhofer IAP / J. Galties)")
:quality(80)/p7i.vogel.de/wcms/09/cb/09cbd409df916c7787b94754b41bd570/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/9b/fa/9bfabb1b325fdccb12d863124f6f49ad/0132064194v1.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/55/d5/55d5011860c1751565f5cf77bbe25b29/0132010251v1.jpeg "Kann gemacht werden! Die EU-Staaten haben abgestimmt und sind offensichtlich der Meinung, dass man den geplanten US-Zolldeal umsetzen sollte ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/02/5d/025def77d69b7006e4fc344e9e121f08/0131982155v2.jpeg "Nächstes Jahr geht die Elektrolichtbogen-Ofenanlage bei Voestalpine in Donawitz in Betrieb – im Zeit- und Kostenplan. (Bild: Regine Schoettl)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/56/3d/563d1adbe480f221fd0be38c6d288bae/0132223933v2.jpeg "Vapic präsentiert auf der AMB 2026 sein Portfolio für die industrielle Teilereinigung – von Sonderanlagen über Lohnreinigung bis hin zu Reinigungschemie für unterschiedliche Fertigungsanforderungen. (Bild: vapic)")
:quality(80)/p7i.vogel.de/wcms/fe/80/fe8074360a4b127a5476f1d210c47c6a/0132055398v1.jpeg "Der Akku-Rohrschneider des Typs M18 Fuel Fpcs-502X von Milwaukee wiegt inklusive Akku keine vier Kilogramm. Aber das ist längst nicht der einzige Pluspunkt für den Anwender ... (Bild: Milwaukee Tool)")
:quality(80)/p7i.vogel.de/wcms/ea/5d/ea5d894e03b9c7f8eac1cdd5f7d736a4/0132048074v1.jpeg "Links ist ein sogenannter Pressluftatmer des Modells M1 vom Hersteller MSA zu sehen. Rechts daneben handelt es sich um dessen Trageplatte. Letztere wird aus dem BASF-Polyamid Ultramid A3XZC3 ESD gefertigt, wie man aus Ludwigshafen erfährt – aber auch, warum das so ist ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/ba/10/ba10c48e177aa550977a16a34021c8ff/0131953069v1.jpeg "Fixer als es mit Winkelschleifer & Co. möglich gewesen wäre, verrundet Kollinger-Geschäftsführer Markus Kollinger mit dem Trumpf-Kantenfräser Trutool TKA 700 eine Kante eines Aluminiumblechs für das Scheibenpferd. Einfach Schutzbrille auf, Handschuhe an, Kantenfräser einschalten – und schon geht’s los! (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/38/8c/388ca047662e1fa38248383d02478972/0132225646v1.jpeg "Gravierende Veränderungen stehen bei Hüttenwerke Krupp Mannesmann (HKM) an. Denn jetzt übernimmt die Salzgitter AG alle Anteile. Leider wird das die meisten Jobs bei HKM kosten. Auch die jährliche Rohstahlproduktion soll eingedampft werden, damit die Zukuft sicher ist ... (Bild: HKM)")
:quality(80)/p7i.vogel.de/wcms/8f/42/8f42f551b1049a6cd2dc3c87503a7630/0132213069v1.jpeg "Der Meyer Werft in Papenburg ging es bis vor rund zwei Jahren nicht so gut. Doch sie wurde staatlich unterstützt. Nun winkt schon länger ein Großauftrag für Kreuzfahrtschiffe, doch die Verhandlungen ziehen sich hin. Eine neue Bürgschaft des Bundes könnte entscheident sein ... (Bild: dpa)")
:quality(80)/p7i.vogel.de/wcms/02/56/02565c95a079b019b366797c43a99dbb/0132211752v1.jpeg "So sieht es seit gestern Abend auf einem Stück Gelände der Salzgitter AG aus. Was hier brennt, ist ein Schrotthaufen, dessen Löschung sich noch immer hinzieht. Die Bevölkerung ist gewarnt ... (Bild: dpa / M. Bein)")
:quality(80)/p7i.vogel.de/wcms/56/28/56280b9f1d141d211a5a21969985fe22/0132185470v1.jpeg "Das kennt so gut wie jeder! Ein gewöhnliches Flugzeugtriebwerk, das mit fossilen Brennstoffen für Schub sorgt. Doch weil das der Umwelt nicht guttut, treiben MTU und Airbus die Entwicklung von Brennstoffzellen-Triebwerken voran ... (Bild: MTU)")
:quality(80)/p7i.vogel.de/wcms/56/35/563571d43e2eebd131be6039453cd40d/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
Hafner Gestiegene Anforderungen beim individuellen Werkzeugbau meistern
Stanz-, Biege- und Tiefziehteile in Auftragsfertigung – damit kennt das Familienunternehmen Hafner sich aus. Herzstück der Produktion ist der eigene Werkzeugbau. In den letzten Jahren sind die Anforderungen an die kundenindividuellen Werkzeuge gestiegen: enge Toleranzen, keine Nacharbeit und Haltbarkeit der Werkzeuge.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
Egal für welche Branche – die Herstellung von Werkzeugen in der Umformtechnik ist an hohe Anforderungen geknüpft, die in den vergangenen Jahren gestiegen sind. Das spürt auch die Josef Hafner GmbH & Co. KG. Kunden definieren die Anforderungen an neue Werkzeuggenerationen in Abhängigkeit von der Gesamtausbringungsmenge.
Im Speziellen bestehen diese Anforderungen an die neuesten Werkzeuge hinsichtlich dem Rundlauf einem präzisen Durchmesser und engen Toleranzen bis 5 µm, um bei der Serienfertigung einwandfreie Teilequalität herzustellen, die ohne Nacharbeit durchgeführt werden muss. Diese eingeschränkten Toleranzen stellen eine besondere Herausforderung sowohl an die dafür benötigte Güte und Abmessungen der eingesetzten Vormaterialien, als auch an die Werkzeuge. Die Werkzeuge müssen so abgesichert sein, dass eine mannlose Produktion ohne Stillstände möglich ist. Daher ist eine regelmäßige Werkzeugüberwachung und -sicherung zum Schutz des Werkzeuges und zur Einhaltung der Teilequalität unerlässlich und ist Grundlage für die prozesssichere Serienherstellung.
Transferwerkzeuge bieten eine höhere Teilegenauigkeit
Insbesondere die Standzeit, also die Haltbarkeit des Werkzeuges, musste in den vergangenen Jahren zunehmend erhöht werden, um dadurch die geforderte Ausbringungsmenge zu steigern. Bedingt durch das teilweise geforderte Abstrecken des Materials treten hohe Belastung in den entsprechenden Werkzeugelementen auf. Eine möglichst hohe Standzeit wird durch speziell eingesetzte Werkzeugwerkstoffe mit ausgereifter Geometrie erreicht, die mit einer besonderen Festigkeit gepaart mit der erforderlichen Duktilität und einer Beschichtung als Verschleißschutz ausgestattet sind. Auch die Auswahl des eingesetzten Schmierstoffes spielt eine wichtige Rolle, denn die Qualität und die Menge des Schmierstoffes beeinflussen die Standzeit des Werkzeuges erheblich. Dabei gilt: So viel Schmierstoff wie nötig, aber so wenig wie möglich einzusetzen, denn dieser muss im Anschluss von der Teileoberfläche für die Lieferung an den Kunden wieder entfernt werden. Minimalmengen-Schmierungen gewinnt aufgrund des steigenden Kostendrucks immer mehr an Bedeutung.
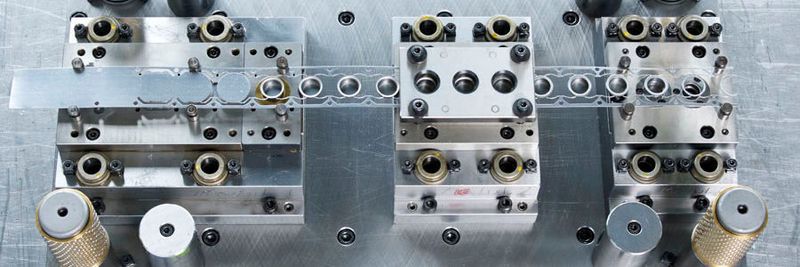
:quality(80)/images.vogel.de/vogelonline/bdb/1279900/1279931/original.jpg "(Hafner)")
:quality(80)/images.vogel.de/vogelonline/bdb/1279900/1279932/original.jpg "(Hafner)")
Bei Josef Hafner werden unterschiedlichste Arten an Werkzeugen hergestellt. Das Spektrum reicht vom Stanzwerkzeug, Biegewerkzeug über Stufenwerkzeug und Tiefziehwerkzeug als Folgeverbund- oder Transferwerkzeug, bis hin zu einer Kombination aus beiden zuletzt genannten Werkzeugtypen. Dabei bilden Transferwerkzeuge – auch Eigentransferwerkzeuge – die zukünftige Werkzeuggeneration, deren Vorteil in der nicht erforderlichen Streifenanbindung liegt, sodass das Auftreten von Formfehlern am Werkstück verhindert wird. Durch die Kombination von mehreren Fertigungsschritten in einer Werkzeugoperation, wie das Ausstanzen der Platinen und deren Umformung (Schnitt-Zug genannt), ist es heutzutage möglich sehr kompakte Werkzeuge mit einer hohen Umformarbeit und einer enormen Teilegenauigkeit zu realisieren.
Das Einbringen von offenen und geschlossenen Schnittkonturen in die Mantel- und Bodenfläche der Umformteile, welche nach Kundenbedarf konstruiert werden, sind weitere Optionen, die innerhalb des Werkzeuges realisiert werden können. Verarbeitet werden bei Josef Hafner überwiegend tiefziehfähige Materialien wie Stahlbleche, Edelstähle oder Aluminium, aber auch mit Kupfer oder Zink beschichtete Bänder sowie Buntmetalle. Die Materialstärke reicht dabei von 0,1 mm bis maximal 6 mm bei einer Bandbreite bis 600 mm. Die bestmögliche Ausnutzung der Streifenbreite des Vormaterials stellt eine wesentliche Anforderung an die Werkzeugentwicklung und -konstruktion, um den Materialeinsatz so gering wie möglich zu halten und somit Kosten zu senken.
Modularer Werkzeugaufbau für kostengünstige Instandhaltung
Ist ein Werkzeug nach einer gewissen Lebens- und Laufzeit zur Instandhaltung fällig, sollte der Montage- und Wartungsaufwand so gering wie möglich gehalten werden. Hierfür eignet sich ein modularer Werkzeugaufbau mit Wechselmodulen, um einen schnelleren Austausch von Ersatz- sowie Verschleißteilen, durchführen zu können. Die Aktivelemente müssen daher montagefreundlich und standardisiert sein, um den Austausch einerseits zügig, andererseits aufgrund des Preisdrucks kostengünstig vollziehen zu können. Der modulare Aufbau ist auch beim Einsatz verschiedener Verarbeitungsmaterialien, die teilweise im selben Werkzeug verarbeitet werden, von Vorteil. Hierbei steht die Prozesssicherheit des Werkzeuges immer im Vordergrund.
Durch die ständige Weiterentwicklung der Werkzeugkonzepte kann heutzutage bei annähernd vergleichbaren Toleranzen ein umkonstruiertes Drehteil durch ein Umformteil ersetzt werden, wodurch sich deutliche Kostenersparnisse ergeben. Durch die Kaltverfestigung der Ziehteile wird eine höhere Materialfestigkeit erreicht und der Materialeinsatz reduziert. Daraus resultieren geringere Stückkosten im Vergleich zum Drehen. Ein weiterer Vorteil der Kaltverfestigung ist ein geringeres Gewicht des Ziehteils, da die Materialstärke bei gleicher Festigkeit dünner als bei einem Drehteil ausgelegt werden kann. Beim Umformen entstehen durch eine gute Werkzeugabstimmung so gut wie keine Ziehspuren und Oberflächenbeschädigung am Bauteil. Deshalb können vieler dieser Produkte problemlos auch als Sichtteil eingesetzt werden. Durch diese Weiterentwicklung können ganz neue Einsatzgebiete im Bereich der Umformtechnik erschlossen werden.
Bei der Konstruktion sowie dem Bau des Werkzeuges wird vor allem eines benötigt: eine hohe Qualifikation sowie Know-how der Mitarbeiter. Die ständige Verbesserung und Weiterentwicklung der Werkzeugkonstruktion ist elementar für Josef Hafner, um den Kunden kostengünstige Serienteile anbieten zu können. Gleichzeitig steigen die Anforderungen an die Qualifikation der Mitarbeiter stetig. Daher bildet Josef Hafner seit vielen Jahren selbst erfolgreich Werkzeugmechaniker aus.
Josef Hafner auf der Blechexpo 2017: Halle 7, Stand 7502
Weitere Meldungen zur Blechexpo finden Sie in unserem Special.
:quality(80)/images.vogel.de/vogelonline/bdb/732400/732419/original.jpg "Ein wichtiger Umsatzträger bei Josef Hafner sind Tiefziehteile aus unterschiedlichsten Materialien. (Bild: Josef Hafner)")
Josef Hafner
Stanz- und Umformteile für komplexe Aufgaben
(ID:44873064)
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/5d/ae/5dae7c6b35c69a923575665fc317cfa2/0126115191v2.jpeg "Durch die Kombination der REA-Drucktechnik mit den von LBI speziell für diese Drucktechnik entwickelte Spezialschmierstoffreihe LUB print entsteht ein effektives Gesamtsystem. (Bild: LBI oil free)")